
Page 99 - 《橡塑技术与装备》2025年9期
P. 99
工艺与设备
PROCESS AND EQUIPMENTS
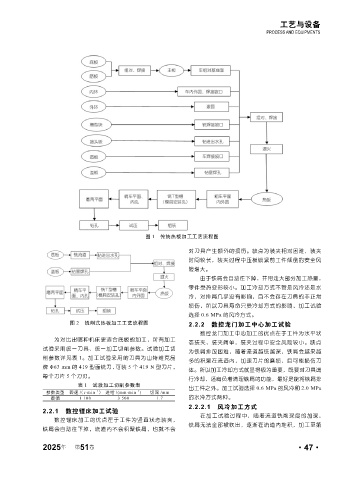
图 1 传统热板加工工艺流程图
对刀具产生额外的损伤。缺点为装夹相对困难,装夹
时间较长,装夹过程中压板锁紧前工件倾倒的安全风
险增大。
由于铁屑会自动往下掉,并带走大部分加工热量,
零件受热变形较小。加工冷却方式不管是风冷还是水
冷,对排屑几乎没有影响,且不会存在刀具的非正常
损伤,所以刀具寿命只受冷却方式的影响,加工试验
选择 0.6 MPa 的风冷方式。
图 2 铣削式热板加工工艺流程图 2.2.2 数控龙门加工中心加工试验
数控龙门加工中心加工的优点在于工件为水平状
为对比出哪种机床更适合底板的加工,所有加工
态装夹,装夹简单,装夹过程中安全风险较小。缺点
试验采用统一刀具、统一加工切削参数。试验加工切
为铁屑排放困难,随着流道越铣越深,铁屑会越来越
削参数详见表 1。加工试验采用的刀具为山特维克品
多的积聚在流道内,加速刀片的磨损,且可能损伤刀
牌 Φ63 mm 的 419 型面铣刀,可装 5 个 419 N 型刀片,
体。所以加工冷却方式就显得极为重要,既要对刀具进
每个刀片 5 个刀刃。
行冷却,还肩负着清理铁屑的功能,最好是能将铁屑排
表 1 试验加工切削参数表 出工件之外。加工试验选择 0.6 MPa 的风冷和 2.0 MPa
.
.
-1
-1
参数类型 转速 /(r min ) 进给 /(mm min ) 切深 /mm
数值 1 100 3 500 1.7 的水冷方式两种。
2.2.2.1 风冷加工方式
2.2.1 数控镗床加工试验
在加工试验过程中,随着流道铣削深度的加深,
数控镗床加工的优点在于工件为竖直状态装夹,
铁屑无法全部被吹出,逐渐在流道内堆积,加工至第
铁屑会自动往下掉,流道内不会积聚铁屑,也就不会
2025 第 51 卷 ·47·
年