
Page 100 - 《橡塑技术与装备》2025年9期
P. 100
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
12 层时,刀体表面已有两处被铁屑挤压造成的损伤。
试验加工过程见图 3。
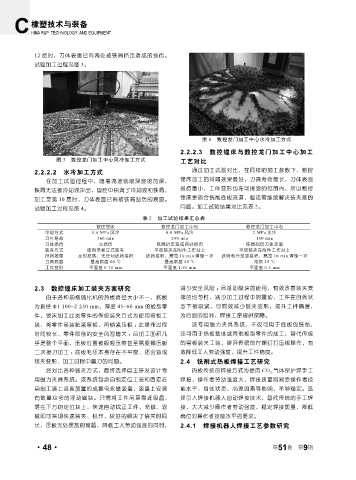
图 4 数控龙门加工中心水冷加工方式
2.2.2.3 数控镗床与数控龙门加工中心加工
图 3 数控龙门加工中心风冷加工方式 工艺对比
2.2.2.2 水冷加工方式 通过加工试验对比,在同样的加工参数下,数控
在加工试验过程中,随着流道铣削深度的加深, 镗床加工的排屑效果最好,刀具寿命最长,刀体表面
铁屑无法被冷却液冲出,型腔中积满了冷却液和铁屑, 损伤最小,工件变形也在可接受的范围内,所以数控
加工至第 10 层时,刀体表面已有被铁屑刮伤的痕迹。 镗床更适合铣削底板流道,但还需继续解决装夹难的
试验加工过程见图 4。 问题。加工试验结果对比见表 2。
表 2 加工试验结果汇总表
数控镗床 数控龙门加工中心 数控龙门加工中心
冷却方式 0.6 MPa 风冷 0.6 MPa 风冷 2 MPa 水冷
刀片寿命 360 min 240 min 180 min
刀体损伤 无损伤 铁屑挤压造成两处损伤 铁屑刮伤刀体表面
装夹方式 使用弯板立式装夹 平放装夹在附件工作台上 平放装夹在附件工作台上
排屑效果 及时掉落,无任何铁屑堆积 铁屑堆积,需每 10 min 清理一次 铁屑和冷却液堆积,需每 10 min 清理一次
刀具温度 最高温度 80 ℃ 最高温度 40 ℃ 常温 25 ℃
工件变形 平面度 0.75 mm 平面度 1.95 mm 平面度 0.5 mm
2.3 数控镗床加工装夹方案研究 减少安全风险 ;且浮动磁块的使用,有效改善装夹支
由于各种规格硫化机的热板直径大小不一,底板 撑的均匀性,减少加工过程中的震动,工件在自然状
为直径 Φ1 100~2 250 mm、厚度 45~60 mm 的板型零 态下被吸紧,可有效减少装夹变形,提升工件精度,
件,镗床加工此类零件的传统装夹方式为使用弯板工 为后面的组对、焊接工序提供保障。
装,将零件吊装贴紧弯板,再锁紧压板 ;此操作过程 该专用磁力夹具系统,不仅可用于底板的铣削,
时间较长,零件倾倒的安全风险增大 ;且加工面积几 还可用于热板整体或其他板型零件的加工,替代传统
乎是整个平面,压板位置被极限压缩甚至需要挪压板 的弯板装夹工装,摒弃传统的拧螺钉打压板操作,有
二次接刀加工 ;底板毛坯本身存在不平度,还会造成 效降低工人劳动强度,提升工件精度。
装夹变形、加工过程中震刀的问题。 2.4 铣削式热板焊接工艺研究
经对比各种装夹方式,最终选择自主研发设计专 热板传统的焊接方式为使用 CO 2 气体保护焊手工
用磁力夹具系统。该系统包含自制定位工装和固定在 焊接,操作者劳动强度大,焊接质量容易受操作者技
自制工装上竖直放置的成套电永磁吸盘,吸盘上安装 能水平、身体状态、心理因素等影响,不够稳定。选
有数量众多的浮动磁块。只需将工件吊至靠近吸盘, 择引入焊接机器人自动焊接技术,替代传统的手工焊
落在下方的定位块上,快速自动找正工件,充磁、退 接,大大减少操作者劳动强度,稳定焊接质量,降低
磁即可实现快速装夹、松开,较好的解决了装夹时间 岗位对操作者技能水平的要求。
长、压板无处摆放的难题,降低工人劳动强度的同时, 2.4.1 焊接机器人焊接工艺参数研究
9
·48· 第 51 卷 第 期