
Page 78 - 《橡塑技术与装备》2025年7期
P. 78
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
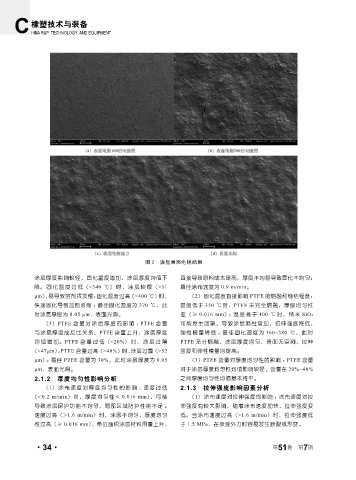
图 2 涂层表面电镜结果
涂层厚度影响较轻,固化温度增加,涂层厚度均值下 直接导致原料成本提高,厚度不均易导致固化不均匀;
降。固化温度过低(<340 ℃)时,涂层较厚(>51 最佳涂布速度为 0.9 m/min。
μm),易导致溶剂挥发慢;固化温度过高(>400 ℃)时, (2)固化温度直接影响 PTFE 的熔融和烧结程度:
快速固化导致加剧收缩 ;最佳固化温度为 370 ℃,此 温度低于 350 ℃时,PTFE 未完全熔融,厚度均匀性
时涂层厚度为 0.05 μm,表面光滑。 差( ≥ 0.016 mm);温度高于 400 ℃时,纳米 SiO₂
(3)PTFE 含量对涂层厚度的影响 : PTFE 含量 可能发生团聚,导致涂层脆性增加,拉伸强度降低、
与涂层厚度成反比关系,PTFE 含量上升,涂层厚度 弹性模量降低 ;最佳固化温度为 360~380 ℃,此时
均值增加。PTFE 含量过低(<20%)时,涂层过薄 PTFE 充分熔融,涂层厚度均匀,表面无空洞,拉伸
(<47μm); PTFE 含量过高(>40%)时,涂层过厚(>52 强度和弹性模量均提高。
μm);最佳 PTFE 含量为 30%,此时涂层厚度为 0.05 (3) PTFE 含量对厚度均匀性的影响 : PTFE 含量
μm,表面光滑。 对于涂层厚度均匀性均值影响较轻,含量在 20%~40%
2.1.2 厚度均匀性影响分析 之间厚度均匀性均值基本持平。
(1)涂布速度对厚度均匀性的影响 :速度过低 2.1.3 拉伸强度影响因素分析
(<0.2 m/min)时,厚度均匀性≤ 0.016 mm),可能 (1)涂布速度对拉伸强度的影响 :涂布速度对拉
导致涂层保护功能不均匀,局部区域防护性能不足 ; 伸强度有较大影响,随着涂布速度加快,拉伸强度变
速度过高(>1.6 m/min)时,涂层不均匀,厚度均匀 低。当涂布速度过高(>1.6 m/min)时,拉伸强度低
性过高(≥ 0.016 mm),单位面积涂层材料用量上升, 于 1.5 MPa,在承受外力时容易发生断裂或形变。
7
·34· 第 51 卷 第 期