
Page 79 - 《橡塑技术与装备》2025年7期
P. 79
工艺与设备
PROCESS AND EQUIPMENTS
(2)固化温度对拉伸强度的影响 :固化温度对于 (2)固化温度对弹性模量的影响 :固化温度对于
拉伸强度影响较小,固化温度越高,拉伸强度越高。 拉伸强度影响较小,固化温度越高,弹性模量越高。
(3)PTFE 含量对拉伸强度的影响 : PTFE 含量对 (3)PTFE 含量对弹性模量的影响 : PTFE 含量对
于拉伸强度影响较小, PTFE 含量越高,拉伸强度越高。 于拉伸强度影响较小, PTFE 含量越高,弹性模量越高。
最佳 PTFE 含量为 30%~35%,此时拉伸强度均值约为 较佳 PTFE 含量为 35%~40%,此时拉伸强度和弹性模
3.9~4.2 MPa。 量均较高。
2.1.4 弹性模量影响因素分析 2.2 交互作用分析
(1)涂布速度对弹性模量的影响 :涂布速度对弹 2.2.1 涂层厚度交互作用分析
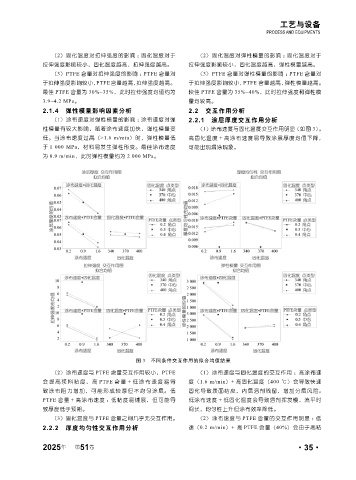
性模量有较大影响,随着涂布速度加快,弹性模量变 (1)涂布速度与固化温度交互作用明显(如图 3)。
低。当涂布速度过高(>1.6 m/min)时,弹性模量低 高固化温度 + 高涂布速度易导致涂层厚度均值下降,
于 1 000 MPa,材料易发生弹性形变。最佳涂布速度 可能出现漏涂现象。
为 0.9 m/min,此时弹性模量约为 2 000 MPa。
图 3 不同条件交互作用的拟合均值结果
(2)涂布速度与 PTFE 含量交互作用较小,PTFE (1)涂布速度与固化温度的交互作用 : 高涂布速
会提高浆料粘度,高 PTFE 含量 + 低涂布速度易导 度(1.6 m/min)+ 高固化温度(400 ℃)会导致快速
致涂布阻力增加,可能形成较厚但不均匀涂层。低 固化导致表面结皮,内层溶剂残留,增加分层风险。
PTFE 含量 + 高涂布速度 :低粘度易铺展,但可能导 低涂布速度 + 低固化温度会导致溶剂挥发慢,流平时
致厚度低于预期。 间长,均匀性上升但涂布效率降低。
(3)固化温度与 PTFE 含量之间几乎无交互作用。 (2)涂布速度与 PTFE 含量的交互作用明显 :低
2.2.2 厚度均匀性交互作用分析 速(0.2 m/min)+ 高 PTFE 含量(40%)会由于高粘
2025 第 51 卷 ·35·
年