
Page 77 - 《橡塑技术与装备》2025年7期
P. 77
工艺与设备
PROCESS AND EQUIPMENTS
素的水平设计如下 : (2)拉伸强度测试 :采用万能拉力机在卷材的头、
(1)涂布速度(A): 0.2、0.9、1.6 m/min。 中、尾各取一个样品,测试后取均值。
(2)固化温度(B): 340、370、400 ℃。 (3)弹性模量测试 :采用万能拉力机在卷材的头、
(3)PTFE 含量(C): 20%、30%、40%。 中、尾各取一个样品,测试后取均值。
1.2.2 响应变量 (4)微观形貌分析 :采用 SEM 观察涂层表面和
(1)厚度均匀性:非接触式动态测量仪(蓝丝莱), 截面形貌。
用于评价厚度均匀性(极差),扫描速度 50 mm/s,测
试精度 ±0.5 μm。 2 结果与讨论
(2)拉伸强度和弹性模量 :万能拉力机(文腾试 2.1 拟合均值分析
验),测试方法 ASTM D638(塑料)。 2.1.1 涂层厚度影响分析
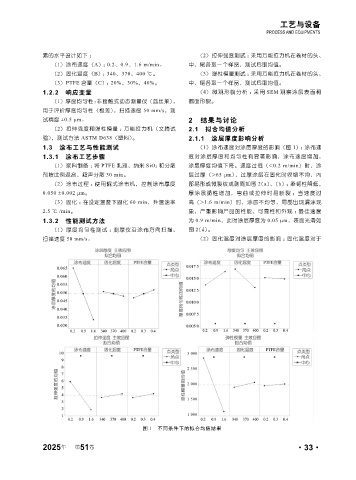
1.3 涂布工艺与性能测试 (1)涂布速度对涂层厚度的影响(图 1):涂布速
1.3.1 涂布工艺步骤 度对涂层厚度和均匀性有显著影响,涂布速度增加,
(1)浆料制备 :将 PTFE 乳液、纳米 SiO₂ 和分散 涂层厚度均值下降。速度过低(<0.2 m/min)时,涂
剂按比例混合,超声分散 30 min。 层过厚(>65 μm),过厚涂层在固化时收缩不均,内
(2)涂布过程 :使用辊式涂布机,控制涂布厚度 部易形成微裂纹或剥离如图 2(a)、(b) ;柔韧性降低,
0.050 ±0.002 μm。 厚涂 层脆性 增加,弯 曲或拉 伸时易 断裂 ; 当速 度过
(3)固化 :在设定温度下固化 60 min,升温速率 高(>1.6 m/min)时,涂层不均匀,局部出现漏涂现
2.5 ℃ /min。 象,严重影响产品的性能、可靠性和外观 ;最佳速度
1.3.2 性能测试方法 为 0.9 m/min,此时涂层厚度为 0.05 μm,表面光滑如
(1)厚度均匀性测试 :测厚仪沿涂布方向扫描, 图 2(d)。
扫描速度 50 mm/s。 (2)固化温度对涂层厚度的影响 :固化温度对于
图 1 不同条件下的拟合均值结果
2025 第 51 卷 ·33·
年