
Page 72 - 《橡塑技术与装备》2025年7期
P. 72
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
为提高制品的冷却效率,当模内温度降到一定数 Q e =M m c m (T m -T m0 )+M p c p (T p -T p0 )+M p L,计算得出该模
值,可以往模具内部加入冷空气,加速制品的冷却。 具的 Q e 值为 42 044 kJ。
综合以上核心关键因素及结合实际生产作业需 模具使用时处于开放环境,通常电热丝加热的传
求,将 450 L IV 型储氢瓶内胆成型模具进行了集成化 热效率约 50%,产品加热成型一炉模具电阻丝的发热
创新设计,采用铝合金电加热模具并包含以下功能和 量至少需要 84 088 kJ。换算成 1 h 的总发热量应为
结构 : 144 151~168 176 kJ,结合电热丝电热转换率,该模
(1)模具采用分区精密加热控制技术。 具实际功率应达到 44~52 kW。
(2)模具具备 BOSS 自动锁紧 / 释放功能。 根据滚塑电加热实验数据统计,产品加热成型电
(3)模具具备抽真空、充氮气及模内冷却功能。 热丝的功率比例约为 40%,因此,储氢瓶内胆模具设
(4)模具安全定位和锁紧结构设计。 计功率应为 110~130 kW。
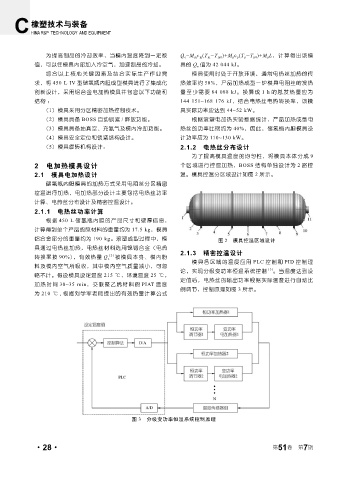
(5)模具旋转机构设计。 2.1.2 电热丝分布设计
为了提高模具温度的均匀性,将模具本体分成 9
2 电加热模具设计 个区域进行控温加热,BOSS 结构单独设计为 2 路控
2.1 模具电加热设计 温。模具控温分区域设计如图 2 所示。
储氢瓶内胆模具的加热方式采用电阻丝分区精密
控温进行加热,电加热部分设计主要包括电热丝功率
计算、电热丝分布设计及精密控温设计。
2.1.1 电热丝功率计算
根据 450 L 储氢瓶内胆的产品尺寸和壁厚信息,
计算得到单个产品的原材料的重量约为 17.5 kg,模具
铝合金部分的重量约为 190 kg。滚塑成型过程中,模 图 2 模具控温区域设计
具通过电热丝加热,电热丝材料选用镍铬合金(电热
[2] 2.1.3 精密控温设计
转换率按 90%),有效热量 Q e 被模具本身、模内粉
模具各区域的温度应用 PLC 控制和 PID 控制理
料及模内空气所吸收,其中模内空气质量减小,可忽 [3]
论,实现分级变功率恒温系统控制 。当温度达到设
略不计。假设模具设定温度 215 ℃,环境温度 25 ℃,
定值后,电热丝的输出功率根据实际温度进行自动比
加热时间 30~35 min,交联聚乙烯材料的 PIAT 温度
例调节,控制原理如图 3 所示。
为 210 ℃ , 根据刘学军老师提出的有效热量计算公式
图 3 分级变功率恒温系统控制原理
7
·28· 第 51 卷 第 期