
Page 114 - 《橡塑技术与装备》2024年12期
P. 114
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
了输送带冷压时中间偏厚的问题。具体原理见图 5。 驱动丝杠 4 做旋转运动,丝杠驱动导向块做上下运动,
槽辊跟随导向 3 做上下运动,从而实现槽辊 6 高度调
节。槽辊两端各配 2 个滚轮,槽辊沿着滚轮旋转。
在左右机架 1 左右两侧装有可调压辊 12,压辊用
于压住钢丝绳,防止钢丝绳跳槽,压辊的高度通过旋
转手轮 11 驱动丝杠 10 做旋转运动,丝杠驱动滑动轴
承 9 沿着导轨架 8 做上下运动,实现对压辊 12 高度的
自动调整,保证钢丝绳不跳槽。
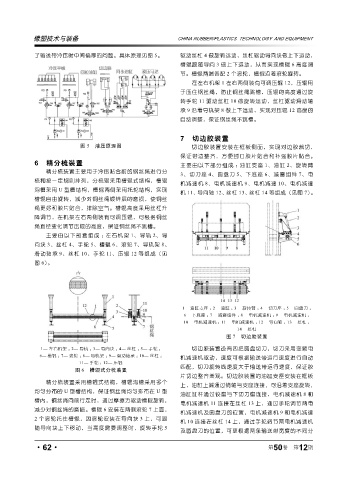
7 切边胶装置
图 5 液压原理图 切边胶装置安装在框板侧面,实现对边胶裁切,
保证带边整齐,方便封口胶片贴合和补强胶片贴合。
6 精分梳装置 主要由以下部分组成 :油缸支座 1、油缸 2、旋转臂
精分梳装置主要用于冷压贴合前的钢丝绳进行分
3、切刀座 4、圆盘刀 5、下底座 6、减震组件 7、电
梳和按一定规则排列,分梳辊采用槽辊式结构,槽辊
机减速机 8、电机减速机 9、电机减速 10、电机减速
沟槽采用 U 型槽结构,槽辊两侧采用托轮结构,实现
机 11、导向轴 12、丝杠 13、丝杠 14 等组成(见图 7)。
槽辊自由旋转,减少对钢丝绳镀锌层的磨损,使钢丝
绳更好和胶片贴合,排除空气。槽辊高度采用丝杠升
降调节,在机架左右两侧装有可调压辊,可根据钢丝
绳直径变化调节压辊的高度,保证钢丝绳不跳槽。
主要由以下部套组成 :左右机架 1、导轨 2、导
向块 3、丝杠 4、手轮 5、槽辊 6、滚轮 7、导轨架 8、
滑动轴承 9、丝杠 10、手轮 11、压辊 12 等组成(见
图 6)。
1— 油缸支座 ; 2— 油缸 ; 3— 旋转臂 ; 4— 切刀座 ; 5— 圆盘刀 ;
6— 下底座 ; 7— 减震组件 ; 8— 电机减速机 ; 9— 电机减速机 ;
10— 电机减速机 ; 11— 电机减速机 ; 12— 导向轴 ; 13— 丝杠 ;
14— 丝杠
图 7 切边胶装置
1— 左右机架 ; 2— 导轨 ; 3— 导向块 ; 4— 丝杠 ; 5— 手轮 ; 切边胶装置设有四把圆盘切刀,切刀采用变频电
6— 槽辊 ; 7— 滚轮 ; 8— 导轨架 ; 9— 滑动轴承 ; 10— 丝杠 ; 机减速机驱动,速度可根据输送带运行速度进行自动
11— 手轮 ; 12— 压辊
匹配,切刀旋转线速度大于输送带运行速度,保证胶
图 6 槽辊式分梳装置
片切边整齐美观。切边胶装置的油缸支座安装在框板
精分梳装置采用槽辊式结构,槽辊沟槽采用多个
上,油缸上端通过销轴与支座连接,可沿着支座旋转,
均匀分布的 U 型槽结构,保证钢丝绳均匀排布在 U 型
油缸缸杆通过铰座与下切刀座连接,电机减速机 8 和
槽内,钢丝绳向前行走时,通过摩擦力驱动槽辊旋转,
电机减速机 11 连接在丝杠 13 上,通过手轮调节两电
减少对钢丝绳的磨损。槽辊 6 安装在两侧滚轮 7 上面,
机减速机及圆盘刀的位置,电机减速机 9 和电机减速
2 个滚轮托住槽辊,因滚轮安装在导向块 3 上,可跟
机 10 连接在丝杠 14 上,通过手轮调节两电机减速机
随导向块上下移动,当高度需要调整时,旋转手轮 5
及圆盘刀的位置,可更根据两条输送带宽度的不同分
·62· 第 50 卷 第 12 期