
Page 113 - 《橡塑技术与装备》2024年12期
P. 113
加工制造与过程控制 孙友萍 等·钢丝绳芯输送带硫化生产线 - 新型成型车的研制
片小车,可实现自动纠偏功能,保证胶片在中心上,
可实现双工位同时挂料、放卷、收卷,实现双条输送
带的同时硫化,解决单工位收放卷两条胶片张力不一
致的问题,操作简单,安全可靠。
放卷 :电机减速机 1 驱动胶片方杠 4 旋转,电机
减速机 11 驱动垫布方杠 14 旋转,电机减速机 18 驱动
垫布方杠 16 旋转,胶片方杠 4 和胶片方杠 6 分别挂两
卷胶片,此时气动制动器 9 通气夹紧刹车盘 8,对左
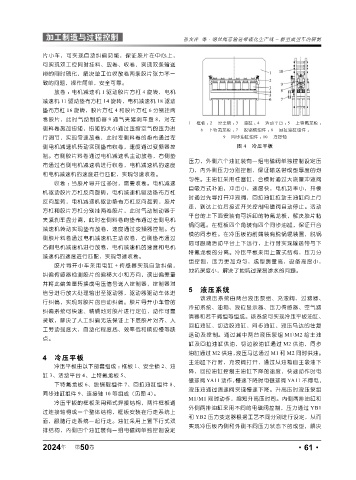
1— 框板 ; 2— 安全锁 ; 3— 油缸 ; 4— 活动平台 ; 5— 上特氟龙板 ;
侧料卷施加扭矩,扭矩的大小通过压缩空气的压力进 6— 下特氟龙板 ; 7— 脱锅辊组件 ; 8— 回拉油缸组件 ;
行调节,实现匀速放卷,此时左侧料卷的垫布通过左 9— 同步油缸组件 ; 10— 连接轴
侧电机减速机转动实现垫布收卷,速度通过变频器控 图 4 冷压平板
制。右侧胶片料卷通过电机减速机主动放卷,右侧垫
压力,外侧六个油缸装有一组电磁阀单独控制设定压
布通过右侧电机减速机进行收卷,电机减速机的速度
力,内外侧压力分别控制,保证输送带成型厚度的均
和电机减速机的速度进行匹配,实现匀速收卷。
匀性。主油缸采用柱塞缸,合模时通过大流量冲液阀
收卷 :当胶片导开过多时,需要收卷。电机减速
自吸方式补油,冲击小,速度快,电机功率小,开模
机驱动胶片方杠反向旋转,电机减速机驱动垫布方杠
时通过先导打开冲液阀,回拉油缸拉动主油缸向上行
反向旋转,电机减速机驱动垫布方杠反向旋转,胶片
走,到达上位后接近开关控制电磁阀自动停止。活动
方杠和胶片方杠分别挂两卷胶片,此时气动制动器于
平台的上下面安装有可拆卸的特氟龙板,解决胶片粘
夹紧刹车盘分离,此时左侧料卷的垫布通过左侧电机
锅问题。在框板四个角装有四个同步油缸,保证开合
减速机转动实现垫布放卷,速度通过变频器控制。右
模的同步性。在冷压板的前端装有脱锅辊装置,脱锅
侧胶片料卷通过电机减速机主动收卷,右侧垫布通过
辊可跟随活动平台上下运行,上行时实现输送带与下
右侧电机减速机进行放卷,电机减速机的速度和电机
特氟龙板的分离。冷压平板采用上置式结构,压力分
减速机的速度进行匹配,实现匀速收卷。
组控制,压力更加均匀,成型质量高,设备高度小,
胶片导开小车采用电缸 + 传感器实现自动纠偏,
地坑深度小,解决了地坑过深易渗水的问题。
纠偏传感器检测胶片的偏移大小和方向,读出偏差量
并将此偏差量转换成电压信号送入控制器,控制器对
5 液压系统
信号进行放大处理输出至驱动器,驱动器驱动车体进
该液压系统由两台液压泵组、充液阀、过滤器、
行纠偏,实现对胶片的自动纠偏。胶片导开小车管的
冷却系统、油箱、液位显示器、压力传感器、空气滤
纠偏系统可快速、精确地对胶片进行定位,动作可靠
清器和若干阀组等组成。该系统可实现冷压平板油缸、
灵敏,解决了人工纠偏无法保证上下层胶片对齐、人
回拉油缸、切边胶油缸、同步油缸、液压马达的往复
工劳动强度大,自动化程度底、效率低和响应慢等缺
运动及控制。通过其中两台液压泵组 M1\M2 给主油
点。
缸及回拉油缸供油,切边胶油缸通过 M2 供油,同步
油缸通过 M2 供油,液压马达通过 M1 和 M2 同时供油。
4 冷压平板
主油缸下行时,充液阀打开,通过从油箱自主吸油下
冷压平板由以下部套组成 :框板 1、安全锁 2、油
降,回拉油缸控制主油缸下降的速度,快速动作时电
缸 3、活动平台 4、上特氟龙板 5、
磁球阀 YA11 动作,慢速下降时电磁球阀 YA11 不得电 ,
下特氟龙板 6、脱锅辊组件 7、回拉油缸组件 8、
液压油通过调速阀实现慢速下降。升高压时液压泵组
同步油缸组件 9、连接轴 10 等组成(见图 4)。
M1/M1 同时动作,缩短升高压时间。内侧两排油缸和
冷压平板的框板采用箱式焊接结构,两件框板通
外侧两排油缸采用不同的电磁阀控制,压力通过 YB1
过连接轴构成一个整体结构,框板安装在行走系统上
和 YB2 压力变送器根据工艺不同分别进行设定,从而
面,跟随行走系统一起行走。油缸采用上置下行式双
实现冷压板内侧和外侧不同压力状态下的成型,解决
排结构,内侧四个油缸装有一组电磁阀单独控制设定
年
2024 第 50 卷 ·61·