
Page 118 - 《橡塑技术与装备》2024年12期
P. 118
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
分别为防转槽、防转齿高度,a 1 、a 2 为防转槽、防转 况进行调整,以达到最佳防转效果。
齿锥度,R 1 、R 2 为酒瓶过渡圆角,常取值为 R 1 ,圆角 2.2 吸塑结构设计
太大易导致防转功能性下降,圆角太小增加生产制造 在包装运输过程中,吸塑作为缓冲件,承受瓶盖
难度,酒瓶易产生应力集中,导致运输途中受冲击产 各方位的冲击力,故吸塑应有足够强度。相同形状的
生破裂。 吸塑,其强度与使用片材厚度紧密相关,通常厚度不
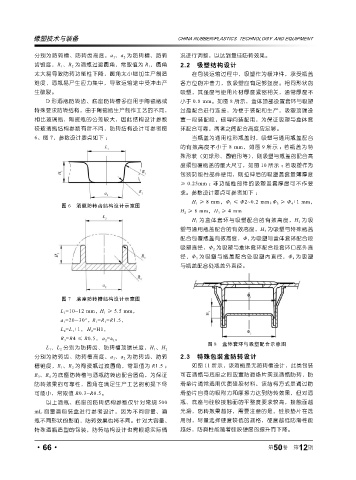
D 形酒瓶防转齿、底座防转槽多应用于陶瓷瓶或 小于 0.8 mm。如图 8 所示,盒体顶部设置套环与吸塑
特殊要求防转结构,由于陶瓷瓶生产制作工艺的不同, 过盈配合进行连接,为便于装配和生产,吸塑顶端设
相比玻璃瓶, 陶瓷瓶的公差较大,因此结构设计参数 置一段装配段,做导向装配用,为保证吸塑与盒体套
较玻璃瓶结构参数有所不同,防转结构设计可参考图 环配合可靠,两者之间配合高度应足够。
6、图 7,参数设计要点如下 : 当瓶盖为通用柱形瓶盖时,吸塑与通用瓶盖配合
的有效高度不小于 8 mm,如图 9 所示 ;若瓶盖为特
殊形状(如球形、圆锥形等),则吸塑与瓶盖的配合高
度须包覆瓶盖的最大尺寸,如图 10 所示 ;若吸塑作为
包装功能性部件使用,则拉伸后的吸塑盖套最薄厚度
≥ 0.25mm ;非功能性部件的吸塑盖套厚度可不作要
求。参数设计要点可参考如下 :
H 1 ≥ 8 mm,Φ 1 ≤ Φ2~0.2 mm;Φ 3 ≥ Φ 4 +1 mm,
图 6 酒瓶防转齿结构设计示意图
H 2 ≥ 8 mm,H 3 ≥ 4 mm
H 1 为盒体套环与吸塑配合的有效高度,H 2 为吸
塑与通用瓶盖配合的有效高度,H 3 为吸塑与特殊瓶盖
配合包覆瓶盖有效高度,Φ 1 为吸塑与盒体套环配合段
吸塑直径,Φ 2 为吸塑与盒体套环配合段套环口部外直
径,Φ 3 为吸塑与瓶盖配合处吸塑内直径,Φ 4 为吸塑
与瓶盖配合处瓶盖外直径。
图 7 底座防转槽结构设计示意图
L 1 =10~12 mm, H 1 ≥ 5.5 mm,
a 1 =20-30°, R 1 =R 2 =R1.5,
L 2 =L 1 +1, H 2 =H1,
R 3 =R4 ≤ R0.5, a 2 =a 1 。
图 8 盒体套环与吸塑配合示意图
L 1 、L 2 分别为防转齿、防转槽顶端长度,H 1 、H 2
分别为防转齿、防转槽高度,a 1 、a 2 为防转齿、防转 2.3 特殊包装盒防转设计
槽锥度,R 1 、R 2 为陶瓷瓶过渡圆角,常取值为 R1.5 ; 如图 11 所示,该酒瓶是无防转槽设计,此类包装
R 3 、R 4 为底座防转槽与酒瓶防转齿配合圆角,为保证 可在酒瓶与底座之间放置防滑垫片实现酒瓶防转,防
防转效果的可靠性,圆角在满足生产工艺的前提下尽 滑垫片通常选用优质硅胶材料,该结构方式是通过防
可能小,常取值 R0.3~R0.5。 滑垫片自身的吸附力和摩擦力达到防转效果,但对酒
以上酒瓶、底座的防转结构参数仅针对常规 500 瓶、底座与硅胶接触面的平整度要求较高,接触面越
mL 容量酒包装盒进行参考设计,因为不同容量、酒 光滑,防转效果越好,需要注意的是,硅胶垫片在选
瓶不同形状的影响,防转效果也将不同。针对大容量、 用时,尽量选择硬度较低的规格,硬度越低防滑性能
特殊酒瓶造型的包装,防转结构设计也需根据实际情 越好,防滑性能随着硅胶硬度的提升而下降。
·66· 第 50 卷 第 12 期