
Page 111 - 《橡塑技术与装备》2024年12期
P. 111
加工制造与过程控制 孙友萍 等·钢丝绳芯输送带硫化生产线 - 新型成型车的研制
钢丝绳芯输送带硫化生产线 - 新型成
型车的研制
孙友萍,石永芝,薛福光,周士峰,刘培华
( 青岛海琅智能装备有限公司,山东 青岛 266400)
摘要: 通过对钢丝绳芯输送带硫化生产线成型车行走系统、冷压平板、切边胶、上下胶片导开小车、精分梳、液压系统的研发,
解决冷压压力不均匀、成型质量差、生带粘锅、胶片敷贴偏差大、分梳辊更换不方便、裁边分离不彻底等问题,提高输送带成型
机硫化质量,提高效率,减轻劳动强度。
关键词 : 成型车 ;冷压平板 ;双工位 ;槽辊式分梳 ;压力分组
中图分类号 : TQ330.47 文章编号 : 1009-797X(2024)12-0059-05
文献标识码 : B DOI:10.13520/j.cnki.rpte.2024.12.012
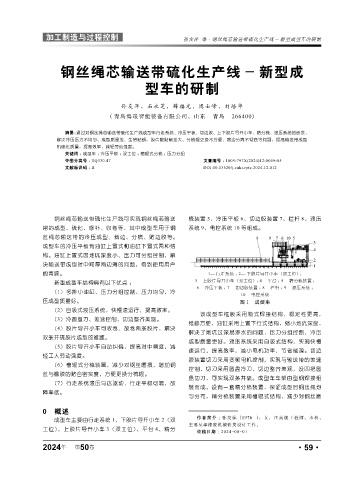
钢丝绳芯输送带硫化生产线可实现钢丝绳芯输送 梳装置 5、冷压平板 6、切边胶装置 7、栏杆 8、液压
带的成型、硫化、修补、收卷等,其中成型车用于钢 系统 9、电控系统 10 等组成。
丝绳芯输送带的冷压成型、裁边、分梳、贴边胶等。
成型车的冷压平板有油缸上置式和油缸下置式两种结
构。油缸上置式因地坑深度小、压力可分组控制,解
决输送带成型时中间厚两边薄的问题,得到使用用户
的青睐。 1— 行走系统 ; 2— 下胶片导开小车(双工位);
新型成型车结构具有以下优点 : 3— 上胶片导开小车(双工位); 4— 平台 ; 5— 精分梳装置 ;
6— 冷压平板 ; 7— 切边胶装置 ; 8— 栏杆 ; 9— 液压系统 ;
(1)多排小油缸、压力分组控制、压力均匀,冷
10— 电控系统
压成型质量好。 图 1 成型车
(2)自吸式液压系统,快慢速运行,提高效率。
该成型车框板采用箱式焊接结构,稳定性更高,
(3)冷圆盘刀、差速控制,切边整齐美观。
维修方便,油缸采用上置下行式结构,缩小地坑深度,
(4)胶片导开小车可收卷、放卷两条胶片,解决
解决了地坑过深易渗水的问题,压力分组控制,冷压
双条并硫胶片成型的难题。
成型质量更好。液压系统采用自吸式结构,实现快慢
(5)胶片导开小车自动纠偏,提高对中精度,减
速运行,提高效率,减小电机功率,节省能源。切边
轻工人劳动强度。
胶装置切刀采用变频电机控制,实现与输送带的差速
(6)槽辊式分梳装置,减少对钢丝磨损,增加钢
控制,切刀采用圆盘冷刀,切边整齐美观,设四把圆
丝与橡胶的贴合密实度,方便更换分梳辊。
盘切刀,可实现双条并硫。成型车车架由型钢焊接组
(7)行走系统液压马达驱动,行走平稳可靠,故
装而成,设有一套精分梳装置,保证成型时钢丝绳均
障率低。
匀分布,精分梳装置采用槽辊式结构,减少对钢丝磨
0 概述
成型车主要由行走系统 1、下胶片导开小车 2(双 作者简介 :孙友萍(1976-),女,正高级工程师,本科,
主要从事橡胶机械研发设计工作。
工位)、上胶片导开小车 3(双工位)、平台 4、精分 收稿日期 :2024-08-01
2024 第 50 卷 ·59·
年