
Page 112 - 《橡塑技术与装备》2024年12期
P. 112
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
损,增加钢丝与橡胶的贴合密实度,方便分梳辊更换。 车体下面安装有主动轮和从动轮各四个。主动车轮采
行走系统采用四台液压马达直接驱动,在成型车中心 用液压马达驱动,速度可通过液压系统进行设定和控
设有自定中心装置,能保证成型车可靠平稳运行,故 制,整个行走过程平稳可靠,无冲击。在车体中间前
障率低,满足生产工艺要求。上下胶片导开小车垫布 后位置安装有两套导向装置,导向装置采用抱轮结构,
收卷和导开装置均配有动力,并采用变频控制,速度 抱轮的中心距可采用调节结构,从而在车体运行过程
可调并可实现回卷。胶片导开小车配有纠偏系统,可 中稳定可靠。
实现自动纠偏。胶片导开小车可同时收卷 / 放卷两条
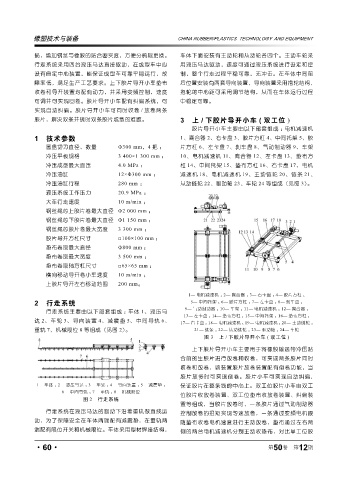
胶片,解决双条并硫时双条胶片成型的难题。 3 上 / 下胶片导开小车 ( 双工位 )
胶片导开小车主要由以下部套组成 :电机减速机
1 技术参数 1、离合器 2、右卡盘 3、胶片方杠 4、中间托架 5、胶
圆盘切刀直径、数量 Φ300 mm,4 把; 片方杠 6、左卡盘 7、刹车盘 8、气动制动器 9、车架
冷压平板规格 3 400×1 300 mm ; 10、电机减速机 11、离合器 12、左卡盘 13、垫布方
冷压成型最大面压 4.0 MPa ; 杠 14、中间托架 15、垫布方杠 16、右卡盘 17、电机
冷压油缸 12×Φ300 mm ; 减速机 18、电机减速机 19、主动链轮 20、链条 21、
冷压油缸行程 280 mm ; 从动链轮 22、驱动轴 23、车轮 24 等组成(见图 3)。
液压系统工作压力 20.9 MPa ;
大车行走速度 10 m/min ;
钢丝绳芯上胶片卷最大直径 Φ2 000 mm ;
钢丝绳芯下胶片卷最大直径 Φ1 150 mm ;
钢丝绳芯胶片卷最大宽度 3 300 mm ;
胶片导开方杠尺寸 □100×100 mm ;
垫布卷取最大直径 Φ800 mm ;
垫布卷取最大宽度 3 500 mm ;
垫布卷取轴方杠尺寸 □65×65 mm ;
横向移动导开卷小车速度 10 m/min ;
上胶片导开左右移动范围 200 mm。
1— 电机减速机 ; 2— 离合器 ; 3— 右卡盘 ; 4— 胶片方杠 ;
2 行走系统 5— 中间托架 ; 6— 胶片方杠 ; 7— 左卡盘 ; 8— 刹车盘 ;
9— 气动制动器 ; 10— 车架 ; 11— 电机减速机 ; 12— 离合器 ;
行走系统主要由以下部套组成 :车体 1、液压马
13— 左卡盘 ; 14— 垫布方杠 ; 15— 中间托架 ; 16— 垫布方杠 ;
达 2、车轮 3、导向装置 4、减震垫 5、中间导轨 6、 17— 右卡盘 ; 18— 电机减速机 ; 19— 电机减速机 ; 20— 主动链轮 ;
重轨 7、机械限位 8 等组成(见图 2)。 21— 链条 ; 22— 从动链轮 ; 23— 驱动轴 ; 24— 车轮
图 3 上 / 下胶片导开小车 ( 双工位 )
上下胶片导开小车主要用于将橡胶输送带冷压贴
合前的生胶片进行放卷和收卷,可实现两条胶片同时
收卷和放卷,该装置胶片放卷装置配有倒卷功能,当
胶片放多时可实现倒卷。胶片小车可实现自动纠偏,
1— 车体 ; 2— 液压马达 ; 3— 车轮 ; 4— 导向装置 ; 5— 减震垫 ; 保证胶片在整条线的中心上。双工位胶片小车由双工
6— 中间导轨 ; 7— 重轨 ; 8— 机械限位
位胶片收放卷装置、双工位垫布收放卷装置、纠偏装
图 2 行走系统
置等组成,当胶片放卷时,一条胶片通过气动制动器
行走系统在液压马达的驱动下沿着重轨做直线运 控制放卷的扭矩实现匀速放卷,一条通过变频电机跟
动,为了保障安全在车体两端配有减震垫,在重轨两 随垫布收卷电机速度进行主动放卷,垫布通过左右两
端配有限位开关和机械限位。车体采用型材焊接结构, 侧的两台电机减速机分别主动收垫布,对比单工位胶
·60· 第 50 卷 第 12 期