
Page 95 - 《橡塑技术与装备》2025年7期
P. 95
测试与分析
TEST AND ANALYSIS
β i —帘线某处角度 ;
β k —成品胎冠部帘线角度。
按(1)式可知帘线角度∠ β´ 对应的帘线胎里直
径 D´ 小于设计直径 D。即在鼓宽设计偏小时,相对此
部位的帘线直径小于设计直径,从而挤压气密层胶料,
造成胎里漏线,由于硫化时胎肩部位最后接触模具表
面,故此部位更易出现漏线缺陷。
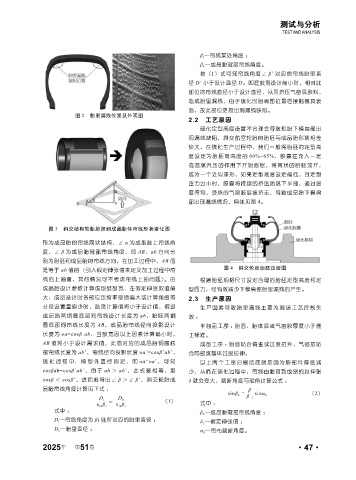
图 2 胎里漏线位置及外观图
2.2 工艺原因
硫化定型高度设置不合理会导致轮胎下模肩部出
现漏线缺陷,斜交航空轮胎的胎胚与成品胎形状相差
较大,在硫化生产过程中,我们一般将胎胚的定型高
度设定为胎胚筒高度的 60%~65%,胶囊在充入一定
高温蒸汽压的作用下开始膨胀,将筒状的胎胚顶开,
成为一个近似球形,如果定型高度设定偏低,且定型
压力过小时,胶囊将持续的挤压胎胚下半部,通过温
度传导,受热的气密胶层被挤走,导致成品胎下模肩
部出现漏线情况,具体见图 4。
图 3 斜交结构轮胎胎胚到成品胎体帘线形状变化图
形为成品胎的帘线网状结构,∠ α 为成型鼓上帘线角
度,∠ β 为成品胎冠部帘线角度,即 AB、ab 方向分
别为胎胚和成品胎的帘线方向,在加工过程中,AB 值
图 4 斜交轮胎胎胚定型图
是等于 ab 值的(引入假定伸张值来定义加工过程中帘
线的上抽量,其他情况可不考虑帘线上抽问题)。由 根据胎胚规格尺寸设定合理的胎胚定型高度和定
成品胎设计参数计算成型鼓鼓宽,在假定伸张取值偏 型压力,可有效减少下模肩部胎里漏线的产生。
大、成品设计时各部位压缩率取值偏大或计算角度等 2.3 生产原因
分段设置量偏少时,鼓宽计算值将小于设计值,假设 生产因素导致胎里漏线主要为现场工艺控制失
成品胎两钢圈底部间帘线设计长度为 ab,胎胚两钢 效:
圈底部间帘线长度为 AB,成品胎帘线径向投影设计 半制品工序 :胎面、胎体层或气密胶厚度小于施
长度为 oa=cosβ ab,当鼓宽因以上因素计算偏小时, 工标准。
AB 值将小于设计需求值,此值对应的成品胎钢圈底 成型工序 :胎面贴合偏歪或过度拉升,气密层贴
部帘线长度为 ab´,帘线径向投影长度 oa´=cosβ´ab´, 合局部或整体过度拉伸。
硫化过程中,模型外直径固定,即 oa=oa´,可知 以上两个工序归根结底就是因为胶部件厚度减
cosβab=cosβ´ab´,由于 ab > ab´,此式要相等,那 少,从而在硫化过程中,帘线由胎筒到成品的总伸张
cosβ < cosβ´,进而推导出∠ β >∠ β´,斜交轮胎成 δ 就会变大,裁断角度与冠角计算公式 :
品胎帘线角度计算见下式 : β
sinβ k = sinα k (2)
β 1
D i = D k (1)
s in β i s in β i 式中 :
式中 : β k —成品胎冠部帘线角度 ;
D i —帘线角度为 βi 处所对应的胎里直径 ; δ 1 —假定伸张值 ;
D k —胎里直径 ; α 0 —帘布裁断角度。
2025 第 51 卷 ·47·
年