
Page 122 - 《橡塑技术与装备》2024年10期
P. 122
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
实际操作流程 : (8)整个同步过程中,结合前面 PLC 程序实时对
(1)在未安装硬连接之前,两轴可以分别正向点 比两轴的实际位置,当偏差过大时,及时停止两轴。
动,看运动方向是否一致,如果不一致,请将其中一
个轴的电机旋转方向反转。(可通过勾选 P1.1170.0.0
参数实现)。
(2)两轴分别单独完成寻零(保证两轴零位绝对
位置对齐,例如:两轴挡块对齐,然后采用挡块寻零)。
(3)确认主从轴无报错,都已进入 Ready 状
态。通过 PLC 程序分别使能主从轴,调用并激活从轴
Record Table 中的 Gear In/out(35)模式。
(4) 当通过 PLC( 例如 : 910 报文 )读 取到 同
步状态 P1.85607.0.0=3(Slave synchronisation com
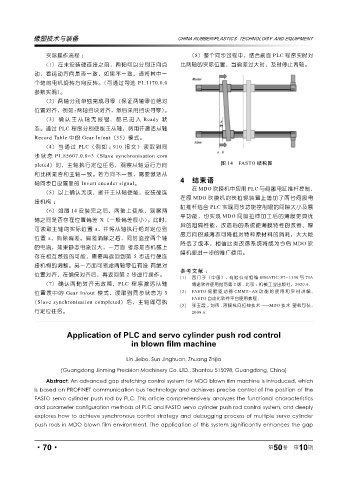
pleted)时,主轴执行定位任务,观察从轴运行方向 图 14 FASTO 结构图
和比例是否和主轴一致。若方向不一致,需要激活从
4 结束语
轴同步口设置里的 Invert encoder signal。
在 MDO 吹膜机中应用 PLC 与伺服电缸推杆控制,
(5)以上确认无误,断开主从轴使能,安装硬连
在原 MDO 吹膜机的快拉辊装置上增加了两台伺服电
接机构 ;
缸推杆结合 PLC 实现同步功能控制辊的间隙大小及展
(6)如图 14 安装完之后,两轴上使能,观察两
平功能,也实现 MDO 间隙拉伸加工后的薄膜更具优
轴之间是否存在位置偏差 X(一般偏差很小)。此时,
异的阻隔性能,改造后的系统使薄膜特性的改善、厚
可读取主轴的实际位置 a, 并将从轴执行绝对定位到
度方向的减薄亦可降低对特种原材料的消耗,大大地
位置 a,消除偏差。偏差消除之后,同时监控两个轴
降低了成本,相信此类改造系统将成为今后 MDO 吹
的电流,如果静态电流过大,一方面 考虑是否机械上
膜机便进一步的推广使用。
存在相互憋劲的可能,需要再返回到第 5 步进行硬连
接机构的调整。另一方面可考虑两轴零位有没 有绝对
参考文献 :
位置对齐,在确保对齐后,再返回第 2 步进行操作。
[1] 西 门 子( 中 国 ), 有 限 公 司 组 编 SIMATIC S7-1500 与 TIA
(7) 确认 两轴 对 齐无 故障,PLC 程 序激 活从 轴 博途软件使用指南第 2 版 . 北京 :机械工业出版社,2020.6.
位置表中的 Gear In/out 模式,读取到同步状态为 3 [2] FASTO 伺服驱动器 CMMT-AS 功能的使用和实例讲解,
FASTO 自动化软件平台使用教程 .
(Slave synchronisation completed)后,主轴即可执
[3] 张玉霞 , 刘伟 . 薄膜纵向拉伸技术 ——MDO 技术 塑料包装,
行定位任务。 2008.6.
Application of PLC and servo cylinder push rod control
in blown film machine
Lin Jiebo, Sun Jinghuan, Zhuang Zhijia
(Guangdong Jinming Precision Machinery Co. LTD., Shantou 515098, Guangdong, China)
Abstract: An advanced gap stretching control system for MDO blown film machine is introduced, which
is based on PROFINET communication bus technology and achieves precise control of the position of the
FASTO servo cylinder push rod by PLC. This article comprehensively analyzes the functional characteristics
and parameter configuration methods of PLC and FASTO servo cylinder push rod control system, and deeply
explores how to achieve synchronous control strategy and debugging process of multiple servo cylinder
push rods in MDO blown film environment. The application of this system significantly enhances the gap
·70· 第 50 卷 第 10 期