
Page 121 - 《橡塑技术与装备》2024年10期
P. 121
工业自动化 林洁波 等·PLC 与伺服电缸推杆控制在吹膜机上的应用
3.3.2 两台 FASTO 伺服电缸推杆实现脉冲 (2)当同步线意外断开时,从轴驱动器会报错 18
同步功能的控制 | 03 | 00235 Incremental encoder analysis invalid。
在两台 FASTO 伺服电缸推杆驱动器作脉冲同步 (3)从轴驱动器可以监测 [X2] 编码器 1 与 [X3]
功能有两种方式 : 检测到的主位置之间的位置差。缺点是当从轴数量过
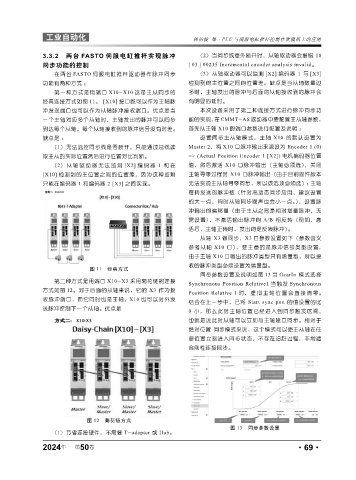
第一种方式是用端口 X10-X10 这是主从同步的 多时,主轴发出的脉冲与后面的从轴接收到的脉冲会
经典连接方式如图 11。 [X10] 接口既可以作为主轴脉 有明显的延时。
冲发送端口也可以作为从轴脉冲接收端口。优点是当 本次设备采用了第二种连接方式进行脉冲同步功
一个主轴对应多个从轴时,主轴发出的脉冲可以同步 能的实现,在 CMMT-AS 驱动器中要配置主从轴参数,
到达每个从轴,每个从轴接收到的脉冲信号没有时差。 首先从主轴 X10 的端口参数进行配置及说明 :
缺点是 : 设置同步主从轴模式,主轴 X10 的默认设置为
(1)无法监控同步线是否断开,只能通过总线读 Master 2,将 X10 口脉冲输出来源设为 Encoder 1 (0)
取主从的实际位置然后进行位置对比判断。 => (Actual Position Encoder 1 [X2]) 电机编码器位置
(2)从轴驱动器无法监测 [X2] 编码器 1 和在 值,然后激活 X10 口脉冲输出(主轴必须选),关闭
[X10] 检测到的主位置之间的位置差,因为这种监测 主轴寻零过程时 X10 口脉冲输出(由于目前固件版本
只能在编码器 1 和编码器 2 [X3] 之间实现。 无法实现主从轴寻零同步,所以该选项必须选);主轴
每转发送的脉冲数(针对高动态同步应用,建议设置
的大一点,同时从轴同步噪声也会小一点。),设置脉
冲输出的偏移量(由于主从之间是相对增量脉冲,无
需设置),不激活输出脉冲的 A/B 相反转(例如,激
活后,主轴正转时,发出的是反转脉冲)。
从轴 X3 做同步,X3 口参数设置如下(参数含义
参考从轴 X10 口),要主意的是脉冲信号类型设置,
由于主轴 X10 口输出的脉冲类型只有增量型,所以接
收的脉冲类型必须设置为增量型。
图 11 经典方式
同步参数设置及说明如图 13 当 GearIn 模式选择
第二种方式是用端口 X10-X3 采用菊花链的连接 Synchronous Position Relative1 当触发 Synchronous
方式如图 12。对于后面的从轴来说,它的 X3 作为接
Position Relative 1 时,虚拟主轴位置会直接清零。
收脉冲端口,而它同时也是主轴, X10 也可以对外发
结合在上一步中,已将 Start sync pos. 的值设置的比
送脉冲控制下一个从轴。优点是
0 小,那么此时主轴位置已经进入到同步触发区间,
也就是说此时从轴可以立即与主轴建立同步。相对于
绝对位置 同步模式来说,这个模式可以使主从轴在任
意位置立刻进入同步状态,不存在追赶过程,非常适
合刚性连接同步。
图 12 菊花链方式
图 13 同步参数设置
(1)节省连接硬件,不需要 T-adapter 或 Hub。
2024 第 50 卷 ·69·
年