
Page 119 - 《橡塑技术与装备》2024年10期
P. 119
工业自动化 林洁波 等·PLC 与伺服电缸推杆控制在吹膜机上的应用
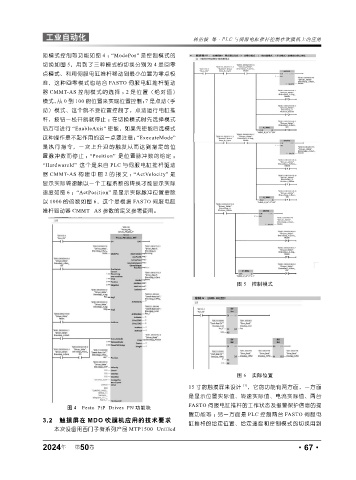
矩模式控制等功能如图 4 ; “ModePos” 是控制模式的
切换如图 5,用到了三种模式的切换分别为 4 是回零
点模式、利用伺服电缸推杆移动到最小位置为零点校
准,这种回零模式也结合 FASTO 伺服电缸推杆驱动
器 CMMT-AS 控制模式的选择 ; 2 是位置(绝对值)
模式、从 0 到 100 的位置来实现位置控制; 7 是点动(手
动)模式、这个就不受位置控制了,点动运行电缸推
杆,按钮一松开就就停止 ;在切换模式时先选择模式
后方可进行 “EnableAxis” 使能,如果先使能后选模式
这种操作是不起作用的这一点要注意; “ExecuteMode”
是执行指令,一次上升沿的触发从而达到指定的位
置脉冲数而停止 ; “Position” 是位置脉冲数的给定 ;
“Hardwareld” 这个是来自 PLC 与伺服电缸推杆驱动
器 CMMT-AS 构建中图 2 的报文 ; “ActVelocity” 是
显示实际转速除以一个工程系数的转换才能显示实际
速度如图 6 ; “ActPosition” 是显示实际脉冲位置要除
以 1000 的倍数如图 6,这个是根据 FASTO 伺服电缸
推杆驱动器 CMMT-AS 参数的定义参考使用。
图 5 控制模式
图 6 实际位置
15 寸的触摸屏来设计 [1] ,它的功能有两方面,一方面
是显示位置实际值、转速实际值、电流实际值、两台
FASTO 伺服电缸推杆的工作状态及报警保护信息的提
图 4 Festo_PtP_Drives_PN 功能块
醒功能等 ;另一方面是 PLC 控制两台 FASTO 伺服电
3.2 触摸屏在 MDO 吹膜机应用的技术要求 缸推杆的给定位置、给定速度和控制模式的切换用到
本次设备用西门子新系列产品 MTP1500 Unified
2024 第 50 卷 ·67·
年