
Page 123 - 《橡塑技术与装备》2025年9期
P. 123
产品与设计
PRODUCT AND DESIGN
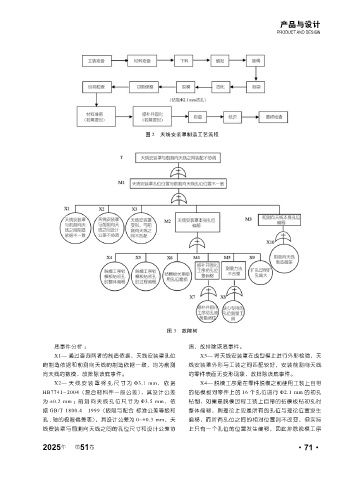
图 2 天线安装罩制造工艺流程
图 3 故障树
底事件分析 : 调,故排除该底事件。
X1— 通过查询两者的制造依据,天线安装罩孔位 X3— 将天线安装罩在成型模上进行外形检验,天
的制造依据和前测向天线的制造依据一致,均为前测 线安装罩外形与工装之间匹配较好,安装前测向天线
向天线的数模,故排除该底事件。 的零件表面无变形现象,故排除该底事件。
X2— 天线安装罩终孔尺寸为 Φ3.1 mm,依据 X4— 脱模工序是在零件脱模之前使用工装上自带
HB7741-2004(复合材料件一般公差),其设计公差 的钻模板对零件上的 16 个孔位进行 Φ2.1 mm 的初孔
为 ±0.2 mm ;前测向天线孔位尺寸为 Φ3.5 mm,依 钻制,如果是脱模过程工装上自带的钻模板钻初孔时
据 GB/T 1800.4—1999(极限与配合 标准公差等级和 整体偏移,则理论上应是所有的孔位与理论位置发生
孔 . 轴的极限偏差表),其设计公差为 0~﹢0.3 mm,天 偏移,而所有孔位之间的相对位置则不改变,但实际
线安装罩与前测向天线之间的孔位尺寸和设计公差协 上只有一个孔位的位置发生偏移,因此排除脱模工序
2025 第 51 卷 ·71·
年