
Page 122 - 《橡塑技术与装备》2025年9期
P. 122
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
天线安装罩零件孔位偏移工艺方法改进
王林风,孟航
( 中航西安飞机工业集团股份有限公司,陕西 西安 710089)
摘要 : 复合材料因其具有高比强度、高比刚度、可设计性强、便于大面积整体成型等优点,在航空航天领域的应用日益广泛。
本文针对天线安装罩在制造过程中出现孔位偏移现象,基于故障树分析法研究了该现象产生的原因及机理,同时提出了相应的改
进措施,并且完成了现场跟踪验证,从而使得零件的孔位公差满足文件要求,同时也为复合材料天线罩类零件的成型工艺的改进
提供重要参考。
关键词 : 复合材料 ;天线安装罩 ;孔位偏移 ;故障树分析法
中图分类号 : TQ320.67 文章编号 : 1009-797X(2025)09-0070-04
文献标识码 : B DOI:10.13520/j.cnki.rpte.2025.09.015
0 前言
纤维增强树脂基复合材料(简称 “ 复合材料 ”)
是在树脂基体中嵌入高性能纤维,比如玻璃纤维、碳
纤维、超高分子量聚乙烯纤维和芳纶纤维等所制得的
材料 [1] 。具有比强度和比刚度高、耐高温、耐腐蚀、
抗疲劳性能好、减震性好、成型工艺简单等优异性能
[2~6]
。目前纤维增强树脂基复合材料已经成为继铝合金、
钛合金之后在航空航天、军工、汽车、能源、体育等
领域最重要的结构材料之一。
航空飞机上的天线安装罩一般用来安装成品天
线,该类零件一般为层压件,由 8 层玻璃纤维增强环
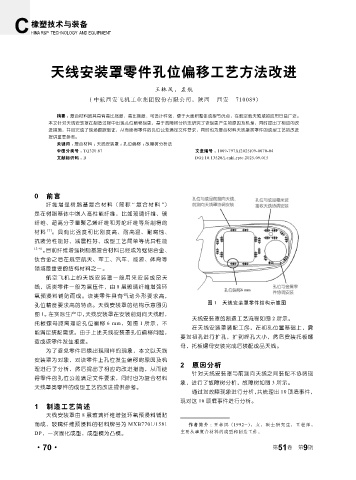
氧预浸料铺贴而成。该类零件具有气动外形要求高,
图 1 天线安装罩零件结构示意图
孔位精度要求高的特点。天线安装罩的结构示意图见
图 1。在实际生产中,天线安装罩在安装前测向天线时,
天线安装罩的制造工艺流程如图 2 所示。
托板螺母距离理论孔位偏移 6 mm,如图 1 所示,不
在天线安装罩装配工序,在初孔位置基础上,需
能满足装配需求。由于上述天线安装罩孔位偏移问题,
要对初孔进行扩孔,扩到终孔大小,然后安装托板螺
造成该零件发生报废。
母,托板螺母安装完成后装配成品天线。
为了避免零件后续出现同样的现象,本文以天线
安装罩为对象,对该零件上孔位发生偏移的原因及机
2 原因分析
理进行了分析,然后提出了相应的改进措施,从而使
针对天线安装罩与前测向天线之间装配不协调现
得零件的孔位公差满足文件要求,同时也为复合材料
象,进行了故障树分析,故障树如图 3 所示。
天线罩类零件的成型工艺的改进提供参考。
通过对故障现象进行分析,共梳理出 10 项底事件,
现对这 10 项底事件进行分析。
1 制造工艺简述
天线安装罩由 8 层玻璃纤维增强环氧预浸料铺贴
而成,玻璃纤维预浸料的材料牌号为 MXB7701/1581 作者简介 :王林风(1992-),女,硕士研究生,工程师,
DP,一次固化成型,成型模为凸模。 主要从事复合材料的成型和制造工作。
9
·70· 第 51 卷 第 期