
Page 82 - 《橡塑技术与装备》2024年12期
P. 82
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
当客户选择工作模式为以第五预设工序运行的第 根据此详细步骤流程实现从多款控制器中选择
五工作模式时,见如图 8 : CBmold300 电脑进行控制,此控制器是震雄和德国倍
福合作开发的控制器,底层应用程序可以自由修改,
可以实现制不同的工艺流程。倍福 PLC 是基于 PC 和
EtherCAT 的新型工业以太网,他可以从非实时系统转
换成稳定高效的 PLC 实时系统广泛应用于 CNC 数控
图 8 工艺流程 5
系统 , 此系统分可以分四个任务时钟,本系统用两种
控制系统根据工作模式控制主动力系统和副动力 任务时钟频率为 1 ms 和 8 ms,1 ms 任务用来处理传
系统以相应的工序循环运行,包括 :控制主动力系统 感器实时显示及任务,8 ms 任务是用于 HMI 数据交
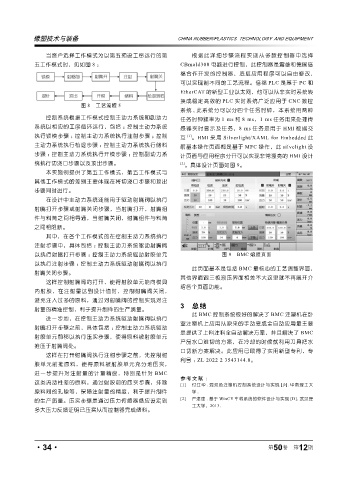
执行锁模步骤 ;控制主动力系统执行注射步骤 ;控制 互 [1] 。HMI 采用 Silverlight/XAML for Embedded 此
主动力系统执行松退步骤 ;控制主动力系统执行储料 前基本操作页面都是基于 MFC 操作,此 silvelight 设
步骤 ;控制主动力系统执行开模步骤 ;控制副动力系 计页面与应用程序分开可以实现非常漂亮的 HMI 设计
统执行切浇口步骤以及顶出步骤。 [2] 。具体设计页面如图 9。
本实施例提供了第五工作模式,第五工作模式与
其他工作模式的差别主要体现在将切浇口步骤和顶出
步骤同时进行。
在设计中主动力系统还能用于驱动射嘴阀以执行
射嘴打开步骤或射嘴关闭步骤,当射嘴打开,射嘴组
件与料筒之间相导通,当射嘴关闭,射嘴组件与料筒
之间相阻断。
其中,在各个工作模式的在控制主动力系统执行
注射步骤中,具体包括 :控制主动力系统驱动射嘴阀
以执行射嘴打开步骤 ;控制主动力系统驱动射胶单元 图 9 BMC 熔胶页面
以执行注射步骤 ;控制主动力系统驱动射嘴阀以执行
此页面基本是包括 BMC 最核心的工艺调整界面,
射嘴关闭步骤。
其他界面跟三板液压界面相差不大这里就不再展开介
这样控制射嘴阀的打开,使得射胶单元能向模具
绍各个页面功能。
内射胶,在注射量达到设计值时,控制射嘴阀关闭,
避免注入过多的原料,通过对射嘴阀的控制实现对注
3 总结
射量的精准控制,利于提升制件的生产质量。
此 BMC 控制系统很好的解决了 BMC 注塑机在卧
进一步地,在控制主动力系统驱动射嘴阀以执行
室注塑机上应用从原来的手动变成全自动应用最主要
射嘴打开步骤之前,具体包括 :控制主动力系统驱动
是提供了上料注料全自动解决方案,并且解决了 BMC
射胶单元前移以执行压实步骤,使得原料被射胶单元
产品水口难切的方案,在冷却的时候就利用刀具把水
推压于射嘴阀处。
口切断方案解决。此应用已取得了实用新型专利,专
这样在打开射嘴阀执行注射步骤之前,先控制射
利号 : ZL 2022 2 3543144.0。
胶单元前推原料,使得原料被射胶单元充分地压实,
进一步提升对注射量的计量精度,特别是针对 BMC
参考文献 :
这类流动性差的原料,通过射胶前的压实步骤,排除 [1] 付江华 . 混双色注塑机控制系统设计与实现 [D]. 华南理工大
原料间的孔隙等,保障注射量的精度,利于提升制件 学 .
的生产质量。压实步骤是通过压力传感器感应设定到 [2] 严津津 . 基于 WinCE 车载系统的软件设计与实现 [D]. 武汉理
工大学,2013.
多大压力反馈证明已压实从而控制器完成储料。
·34· 第 50 卷 第 12 期