
Page 80 - 《橡塑技术与装备》2024年12期
P. 80
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
单元和加料单元以执行锁模步骤、开模步骤、注射步 胶单元和加料单元相连接,可以通过控制系统内的各
骤、松退步骤以及储料步骤,副动力系统能用于驱动 个阀体的开关以驱动锁模单元、射胶单元和加料单元,
顶针单元以执行切浇口步骤和顶出步骤。 副动力系统与顶针单元相连接,可以通过控制系统内
的各个阀体的开关以驱动顶针单元。
副动力系统的功率小于主动力系统的功率,两套
相对独立的动力系统兼顾了部分同步动作的需求,切
使用相对小功率的副动力系统供应慢速动作,从而节
约了电能。
这样通过副动力系统单独驱动顶针单元,使得顶
针单元的动作可以与其他的部件动作同步进行,对顶
针单元的控制更精准、更灵活。
2.2 控制程序方法设计
根据前期调查已经客户现场需求,结合液压设
计原理,需要对 BMC 系统设计五种不同模式的控制
生产工艺。第一种工艺流程如图 3。
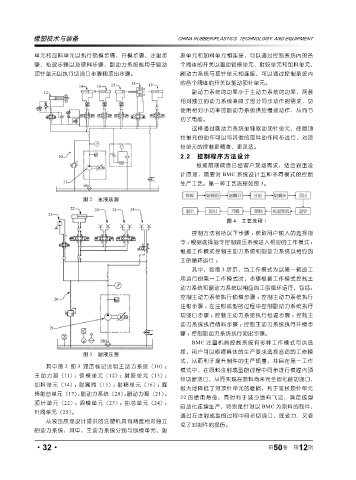
图 2 主液压图
图 4 工艺流程 1
控制方法包括以下步骤 :获取用户输入的选择指
令 ;根据选择指令控制液压系统进入相应的工作模式 ;
根据工作模式控制主动力系统和副动力系统以相应的
工序循环运行 ;
其中,如图 3 所示,当工作模式为以第一预设工
序运行的第一工作模式时,步骤根据工作模式控制主
动力系统和副动力系统以相应的工序循环运行,包括:
控制主动力系统执行锁模步骤 ;控制主动力系统执行
注射步骤 ;在注射成型的过程中控制副动力系统执行
切浇口步骤 ;控制主动力系统执行松退步骤 ;控制主
动力系统执行储料步骤 ;控制主动力系统执行开模步
骤 ;控制副动力系统执行顶出步骤。
BMC 注塑机具控制系统有多种工作模式可供选
择,用户可以根据具体的生产要求选择合适的工作模
图 3 副液压图
式,从而利于提升制件的生产质量,并且在第一工作
其中图 2 图 3 液压标记说明主动力系统(10);
模式中,在原料注射成型的过程中同步进行模腔内顶
主 动 力 源(11);锁 模 单 元(12);射 胶 单 元(13);
针切断浇口,从而实现在原料尚未完全固化前切浇口,
加料单元(14);射嘴阀(15);射移单元(16);旋
极大地降低了对顶针单元的磨损,利于延长顶针单元
转射台单元(17);副动力系统(20);副动力源(21);
22 的使用寿命,同时利于减少溢料飞边,满足成型
顶针单元(22);调模单元(23);抽芯单元(24);
自动化连续生产,特别是针对以 BMC 为原料的制件,
针阀单元(25)。
通过在注射成型的过程中同步切浇口,既省力、又避
从液压原理设计提供的注塑机具有两套相对独立
免了对制件的损伤。
的动力系统,其中,主动力系统分别与锁模单元、射
·32· 第 50 卷 第 12 期