
Page 81 - 《橡塑技术与装备》2024年12期
P. 81
工艺与设备 付江华 等·BMC 注塑控制系统设计
当客户选择第二中工艺模式时,见图 5,步骤根
据工作模式控制主动力系统和副动力系统以相应的工
序循环运行,包括 :控制主动力系统执行松退步骤 ;
控制主动力系执行储料步骤,并控制一次注入能供多
次注塑成型的原料量,并进入以下循环工序 :控制主
动力系统执行锁模步骤 ;控制主动力系统执行注射步
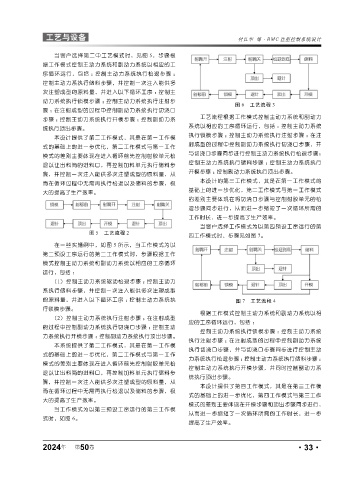
图 6 工艺流程 3
骤 ;在注射成型的过程中控制副动力系统执行切浇口
工艺流程根据工作模式控制主动力系统和副动力
步骤 ;控制主动力系统执行开模步骤 ;控制副动力系
系统以相应的工序循环运行,包括 :控制主动力系统
统执行顶出步骤。
执行锁模步骤 ;控制主动力系统执行注射步骤 ;在注
本设计提供了第二工作模式,其是在第一工作模
射成型的过程中控制副动力系统执行切浇口步骤,并
式的基础上的进一步优化,第二工作模式与第一工作
与切浇口步骤同步进行控制主动力系统执行松退步骤;
模式的差别主要体现在进入循环前先控制射胶单元松
控制主动力系统执行储料步骤 ;控制主动力系统执行
退以让出料筒的进料口,再控制加料单元执行储料步
开模步骤 ;控制副动力系统执行顶出步骤。
骤,并控制一次注入能供多次注塑成型的原料量,从
本设计的第三工作模式,其是在第一工作模式的
而在循环过程中无需再执行松退以及储料的步骤,极
基础上的进一步优化,第二工作模式与第一工作模式
大的提高了生产效率。
的差别主要体现在将切浇口步骤与控制射胶单元的松
退步骤同步进行,从而进一步缩短了一次循环所需的
工作时长,进一步提高了生产效率。
当客户选择工作模式为以第四预设工序运行的第
图 5 工艺流程 2
四工作模式时,步骤见如图 7。
在一些实施例中,如图 5 所示,当工作模式为以
第二预设工序运行的第二工作模式时,步骤根据工作
模式控制主动力系统和副动力系统以相应的工序循环
运行,包括 :
(1)控制主动力系统驱动松退步骤 ;控制主动力
系执行储料步骤,并控制一次注入能供多次注塑成型
的原料量,并进入以下循环工序 :控制主动力系统执 图 7 工艺流程 4
行锁模步骤。
根据工作模式控制主动力系统和副动力系统以相
(2)控制主动力系统执行注射步骤 ;在注射成型
应的工序循环运行,包括 :
的过程中控制副动力系统执行切浇口步骤 ;控制主动
控制主动力系统执行锁模步骤 ;控制主动力系统
力系统执行开模步骤 ;控制副动力系统执行顶出步骤。
执行注射步骤 ;在注射成型的过程中控制副动力系统
本系统提供了第二工作模式,其是在第一工作模
执行切浇口步骤,并与切浇口步骤同步进行控制主动
式的基础上的进一步优化,第二工作模式与第一工作
力系统执行松退步骤 ;控制主动力系统执行储料步骤 ;
模式的差别主要体现在进入循环前先控制射胶单元松
控制主动力系统执行开模步骤,并同时控制副动力系
退以让出料筒的进料口,再控制加料单元执行储料步
统执行顶出步骤。
骤,并控制一次注入能供多次注塑成型的原料量,从
本设计提供了第四工作模式,其是在第三工作模
而在循环过程中无需再执行松退以及储料的步骤,极
式的基础上的进一步优化,第四工作模式与第三工作
大的提高了生产效率。
模式的差别主要体现在开模步骤和顶出步骤同步进行,
当工作模式为以第三预设工序运行的第三工作模
从而进一步缩短了一次循环所需的工作时长,进一步
式时,如图 6。
提高了生产效率。
年
2024 第 50 卷 ·33·