
Page 68 - 《橡塑技术与装备》2024年11期
P. 68
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
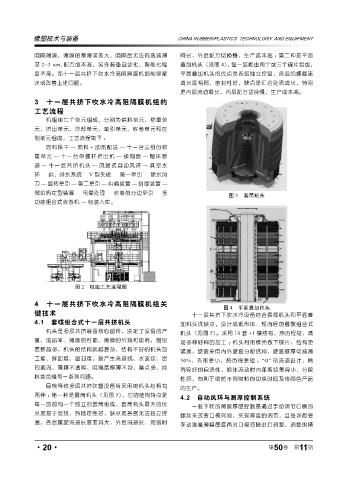
阻隔薄膜,薄膜的厚薄误差大,阻隔层无法有效减薄 间长,外层配方切换慢,生产成本高 ;第二种是平面
至 2~3 um, 配方成本高,另外装备自动化、智能化程 叠加机头(见图 4),每一层都由两个或三个碟片组成,
度不高。而十一层共挤下吹水冷高阻隔膜机组能够解 平面叠加机头的优点是各层独立控温,各层的螺旋流
决或改善上述问题。 道长度相同,密封性好,缺点是汇合处流道长,特别
是内层流道最长,内层配方切换慢,生产成本高。
3 十一层共挤下吹水冷高阻隔膜机组的
工艺流程
机组由七个单元组成,分别为供料单元、称重单
元、挤出单元、冷却单元、牵引单元、收卷单元和控
制单元组成,工艺流程如下 :
原料烘干 — 原料 + 助剂配送 — 十一台三组份称
重单元 — 十一台单螺杆挤出机 — 换网器 — 熔体管
道 — 十一层共挤机头 — 风温式自动风环 — 真空水
环 — 供、排水系统 —V 型夹板 — 第一牵引 — 除水风
刀 — 旋转牵引 — 第二牵引 — 纠偏装置 — 测厚装置 —
微拉热定型装置 — 电晕处理 — 收卷前分边牵引 — 多
图 3 套筒机头
功能组合式收卷机 — 包装入库。
图 2 机组工艺流程图
4 十一层共挤下吹水冷高阻隔膜机组关
图 4 平面叠加机头
键技术 十一层共挤下吹水冷设备结合套筒机头和平面叠
4.1 套碟组合式十一层共挤机头 加机头优缺点,设计成低形体、短流程的套碟组合式
机头是多层共挤装备核心部件,决定了设备的产 机头(见图 5)。采用 10 套 +1 碟结构,热历程短,满
量、成品率、薄膜的性能、薄膜的外观和能耗,制品
足多种材料的加工 ;机头利用模壳做下碟片,结构更
层数越多,机头的结构就越复杂,结构不好的机头加 紧凑,旋套采用内外旋套分配结构,旋套壁厚可减薄
工难、拆卸难、密封难,易产生流道线、水波纹、层 30%,外形更小,热历程更短 ; “O” 形流道设计,具
间紊流、薄膜不透明、阻隔层厚薄不均、晶点多、换
有较好的自洁性,熔体流动时内部剪切差异小,分散
料换色慢等一系列问题。 性好,有利于缩短不同物料的切换时间及带颜色产品
目前传统多层共挤吹塑设备所采用的机头结构有 的生产。
两种 :第一种是套筒机头(见图 3),它的结构特点是
4.2 自动风环与测厚控制系统
每一层都有一个独立的套筒组成,套筒机头最大的优
一般下吹的薄膜厚度控制是通过手动调节口模的
点是易于安装,热稳定性好,缺点是各层无法独立控
螺丝来改变口模间隙,实现厚度的调节,且每次都要
温,各层螺旋流道长度差异大,外层流道长,滞留时 手动测量薄膜厚度再对口模间隙进行调整,调整的精
·20· 第 50 卷 第 11 期