
Page 70 - 《橡塑技术与装备》2024年11期
P. 70
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
的难题。 膜在进、出旋转牵引过程中在辊筒轴向位置上不会发
4.4 低阻力带托举功能的 V 字夹板 生跑偏。若将跑偏控制在 ±20 mm 以内,可解决或改
一般下吹设备的 V 字夹板是采用不锈钢板加工而 善褶皱和荡边问题。
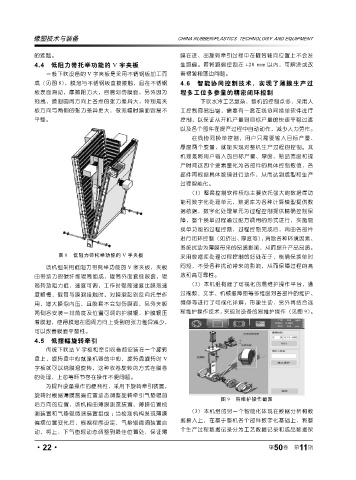
成(见图 8),膜泡与不锈钢板直接接触,且在不锈钢 4.6 智能协同控制技术,实现了薄膜生产过
板表面滑动,摩擦阻力大,容易划伤膜面,另外因为 程多工位多参量的精密闭环控制
拖拽,膜泡圆周方向上各点的张力差异大,特别是夹 下吹水冷工艺复杂,整机的控制点多,采用人
板方向与两侧的张力差异更大,做宽幅时膜面容易不 工控制容易出错,需要有一套在线协同换单软件进行
平整。 控制,以保证从开机产量到目标产量的快速平稳过渡
以及各个部件在提产过程中自动动作,减少人力劳作。
在线协同换单控制,用户只需要输入目标产量、
厚度两个变量,就能实现对整机生产过程的控制。其
机理是将用户输入的目标产量、厚度、制品宽度和提
产时间这四个要素量化为各部件的具体控制数值,各
部件再根据具体数值进行动作,从而达到成型和生产
过程智能化。
(1)整套控制软件核心主要依托强大的数据库功
能和数字化处理单元,数据库为各种计算模型提供数
据依据,数字化处理单元为过程控制提供精确控制保
障,整个换单过程通过配方调用的形式进行,实施易
换单功能的过程控制,过程控制完成后,再由各部件
进行闭环控制(如挤出、厚度等),消除各种环境因素、
系统扰动为薄膜带来的品质影响,从而提升产品品质。
图 8 低阻力带托举功能的 V 字夹板 采用数据库处理过程控制的好处在于,能确保换单时
该机组采用低阻力带托举功能的 V 字夹板,夹板 间短,不受各种扰动带来的影响,从而保障过程的高
由带动力的碳纤维辊筒组成,辊筒外面套硅胶套,辊 效和高可靠性。
筒转动阻力低,速度可调,工作时辊筒速度比膜泡速 (2)本机组构建了可视化的易维护操作平台,通
度略慢,辊筒与膜泡接触时,对膜泡起到反向托举作 过视频、文字、机械报障图等多维度对各部件的维护、
用,增大膜泡内压,且胶套不会划伤膜面,另外夹板 维修等进行了可视化详解,形象生动,另外再结合远
两侧各安装一排角度及位置可调的护膜辊,护膜辊压 程维护操作技术,实现对设备的易维护操作(见图 9)。
着膜泡,使得膜泡在圆周方向上受到的张力差异减少,
可以改善膜面平整性。
4.5 低摆幅旋转牵引
传统下吹法 V 字板和牵引收卷都安装在一个旋转
盘上,旋转盘中心就是机器的中心,旋转盘旋转时 V
字板就可以绕膜泡旋转,这种收卷旋转的方式在膜卷
的处理、上芯等环节存在操作不便问题。
为提升设备操作的便利性,采用下旋转牵引装置,
旋转时根据薄膜跑偏位置动态调整旋转牵引气垫辊前
图 9 易维护操作截图
后方向的位置,该机构由薄膜测宽装置、薄膜位置检
(3)本机组的另一个智能化体现在数据分析和数
测装置和气垫辊微调装置组成 ;当检测机构发现薄膜
据接入上,在基于整机各个部件数字化基础上,将整
偏摆位置变化后,根据程序设定,气垫辊微调装置启
个生产过程数据记录分为工艺数据记录和成品数据保
动,将上、下气垫辊动态调整到最佳位置处,保证薄
·22· 第 50 卷 第 11 期