
Page 77 - 《橡塑技术与装备》2024年10期
P. 77
工艺与设备 李明昊·液压调距在压延机上的应用
功能模块,分配站号并命名。完成组态后,将程序下 校准,各辊筒两端的辊距。首先测量校准时的辊
载到 PLC 中运行,如果组态的模块没有出现黄色叹号 距实际值。点击对应的“X 调距自动”(图 2)按钮,
图标,说明组态正确且可以正常运行。如果出现组态 同步更改两端“X 设定值”(图 2),逐渐减小辊距使
不正确的情况,要仔细核对组态模块的型号和版本号 其进入到正常生产范围。一般选择在辊距是 0.5~1 mm
是否和实物一致。组态图见图 1。 的范围时,启动压延机将准备好的小铅块放入辊筒 Y
端碾压而过,测量被压成薄片的铅块厚度,从而得到
Y 端的实际辊距。其次当 X 辊筒两端实际厚度测量值
相同后进行辊距校准,先点击“X 调距停止”(图 2)
按钮,将 X 辊筒的液压控制停止,再将测量的实际辊
距值填入到“XY 校准值”(图 3)中,然后先点击切
换按钮“校准停止”(图 3)使其切换到 ” 校准启动 ” (图
3)状态,再点击对应的 ”XY 端校准 “(图 3)按钮,
这时校准开始,当对应的 “XY 实际值 ”(图 2)变成
和 “XY 校准值 ”(图 3)一样时,X 辊筒的辊距校准
完成。最后当所有辊距校准完成后再点击切换按钮 ”
校准启动 ”(图 3)切换到 ” 校准停止 ”(图 3)状态,
完成校准工作。校准画面见图 3。
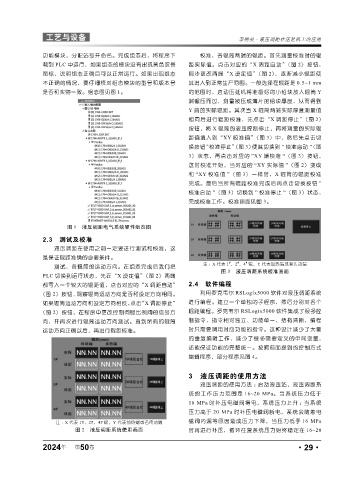
图 1 液压调距电气系统硬件组态图
2.3 测试及校准
液压调距在使用之前一定要进行测试和校准,这
是保证辊距准确的必要条件。
#
#
#
注: X 代表 1 ,2 ,4 辊。Y 代表加热端或者传动端
测试,各辊筒的运动方向。在组态完成后我们把
图 3 液压调距系统校准画面
PLC 切换到运行状态,先在“X 设定值”(图 2)两端
都写入一个较大的辊距值,点击对应的“X 调距自动” 2.4 软件编程
(图 2)按钮,观察辊筒运动方向是否和设定方向相同。 利用罗克韦尔 RSLogix5000 软件对液压调距系统
如果辊筒运动方向和设定方向相反,点击“X 调距停止” 进行编程。建立一个单独的子程序,然后分别对各个
(图 2)按钮,在程序中更改控制伺服比例阀的信号方 辊距编程。罗克韦尔 RSLogix5000 软件集成了很多控
向,并再次进行辊筒运动方向测试。直到所有的辊筒 制指令,指令相对独立、功能单一、结构清晰,编程
运动方向正确以后,再进行辊距校准。 时只需要调用对应功能的指令。这种设计减少了大量
的重复编辑工作,减少了很多需要定义的中间变量,
还能保证功能的完整统一。按照前面提到的控制方式
编辑程序,部分程序见图 4。
3 液压调距的使用方法
液压调距的使用方法 :启动液压站,液压调距系
统的工作压力范围是 16~20 MPa。当系统压力低于
16 MPa 时补压电磁阀得电,系统压力上升 ;当系统
压力高于 20 MPa 时补压电磁阀断电,系统会随着电
磁阀内漏等原因造成压力下降,当压力低于 16 MPa
注: X 代表 1#,2#,4# 辊。Y 代表加热端或者传动端
图 2 液压调距系统使用画面 时再进行补压,循环往复系统压力始终稳定在 16~20
2024 第 50 卷 ·29·
年