
Page 74 - 《橡塑技术与装备》2024年10期
P. 74
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
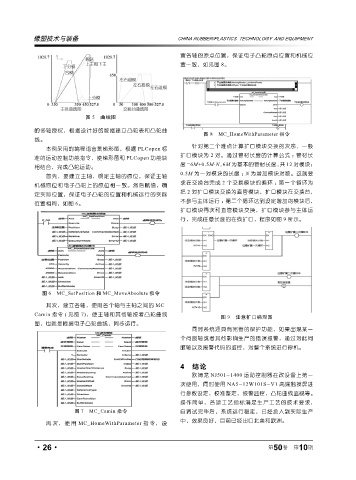
置各轴的原点位置,保证电子凸轮原点位置和机械位
置一致,如见图 8。
图 5 曲线图
的多轴授权,根据设计好的数据建立凸轮表和凸轮曲
图 8 MC_HomeWithParameter 指令
线。
针对第二个难点计算扩口模块交换的次序,一般
本例采用的编程语言是梯形图,根据 PLCopen 标
扩口模块为 2 对。通过管材长度的计算公式 :管材长
准的运动控制功能指令,使梯形图和 PLCopen 功能块
度 =6M+0.5M . N, 6M 为基本的管材长度,共 12 对模块;
相结合,完成凸轮运动。
0.5M 为一对模块的长度 ; N 为增加模块对数。这就要
首先,要建立主轴,确定主轴的原位,保证主轴
求在交换台完成 2 个交换模块的循环 :第一个循环为
机械原位和电子凸轮上的原位相一致。然后赋值,确
把 2 对扩口模块交换为直管模块,扩口模块在交换台,
定实际位置,保证电子凸轮的位置和机械运行的实际
不参与主体运行 ;第二个循环达到设定增加的模块后,
位置相同,如图 6。
扩口模块再次和直管模块交换,扩口模块参与主体运
行,完成任意长度的在线扩口,程序如图 9 所示。
图 6 MC_SetPosition 和 MC_MoveAbsolute 指令
其次,建立各轴,使用各个轴与主轴之间的 MC_
Camin 指令 ( 见图 7),使主轴和其他轴按着凸轮曲线
图 9 任意扩口梯形图
图,也就是根据电子凸轮曲线,同步运行。
同时系统还具有完善的保护功能,如果出现某一
个伺服轴或者其他影响生产的错误报警,通过对此伺
服轴以及报警代码的监控,对整个系统进行停机。
4 结论
欧姆龙 NJ501-1400 运动控制器在改设备上第一
次使用,同时使用 NA5-12W101S-V1 高端触摸屏进
行参数设定,校准整定,报警监控,凸轮曲线监视等。
操作简单,各项工艺指标满足生产工艺的技术要求,
图 7 MC_Camin 指令 自调试完毕后,系统运行稳定,已经投入到实际生产
中,效果良好,目前已经出口北美和欧洲。
再次,使用 MC_HomeWithParameter 指令,设
·26· 第 50 卷 第 10 期