
Page 45 - 《橡塑智造与节能环保》2024年8期
P. 45
技术与装备
(剪切热)。虽然产生的剪切热有助于缩短硫化时间
和降低硫化温度,但必须注意防止过早焦烧。
注塑试品的形状和密度应均匀一致,以防止在转
移过程中出现任何问题。传递注塑的周期取决于需要
传递的材料量、胶料的粘度、浇口尺寸、施加在柱塞
上的压力以及模具中的型腔数量。
尽管转移成型比模压成型能更好地控制零件的尺
寸和一致性,但仍需在循环时间内保持恒压,以防止
出现问题。表3 提供了典型的配方和特性。
表3 转移成型胶料的典型配方/性能
氟橡胶 A-200 65
氟橡胶 A-500 35
高活性氧化镁 3
氢氧化钙 4
N762 炭黑 15 图4 往复式螺杆
棕榈蜡 1
氟橡胶硫化剂 50 1.3
门尼焦烧(121℃ 时的 MS)
最小值(MU) 9.7
2 点上升(min) >30
ODR,177℃,3°arc,12 min
ML.(dNm) 5.1
Ts2(i) (min) 1.7
Tc90D(min) 4.1
Mc90((dNm) 50.6
MH(dNm) 55.7
11 注射成型
注射成型是在受控条件下将一定量的加热胶料注
入封闭加热的模具中进行硫化的过程。
注射成型机有两种类型,包括往复式螺杆和螺杆/
机架组合。
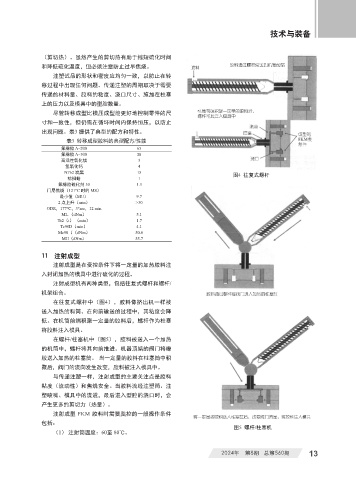
在往复式螺杆中(图4),胶料像挤出机一样被
送入加热的料筒。在向前输送的过程中,其粘度会降
低。在机筒前端积聚一定量的胶料后,螺杆作为柱塞
将胶料注入模具。
在螺杆/柱塞机中(图5),胶料被送入一个加热
的机筒中,螺杆将其向前推进。机器顶端的阀门将橡
胶送入加热的柱塞筒。 当一定量的胶料在柱塞筒中积
聚后,阀门的流向发生改变,胶料被注入模具中。
与传递注塑一样,注射成型的主要关注点是胶料
粘度(流动性)和焦烧安全。当胶料流经注塑筒、注
塑喷嘴、模具中的流道,最后进入型腔的浇口时,会
产生更多的剪切力(热量)。
注射成型 FKM 胶料时需要监控的一般操作条件
包括:
图5 螺杆/柱塞机
(1) 注射筒温度:60至 80℃。
2024年 第8期 总第560期 13