
Page 50 - 《橡塑智造与节能环保》2024年8期
P. 50
技术与装备
立式注射机中运行。如图7和图8所示,模具在立式注
射机中运行时,没有出现重力影响或下垂现象,与卧
式注射机相比,充填更加平衡,图中显示了实际生产
和模拟充填的进展情况。
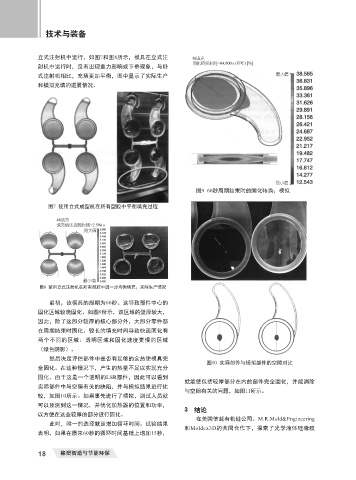
图9 60秒周期结束时的固化转换;模拟
图7 使用立式成型机在所有型腔中平衡填充过程
图8 使用立式注射机在所有型腔中进一步均衡填充;实际生产情况
最初,该模具的周期为60秒。这导致部件中心的
固化区域较晚固化。如图9所示,该区域的壁厚较大,
因此,除了这部分较厚的核心部分外,大部分零件都
在周期结束时固化。较长的填充时间导致快速固化有
两个不同的区域:透明区域和固化速度更慢的区域
(绿色阴影)。
然后决定评估部件中是否有足够的余热使模具完
图10 实际部件与模拟部件的空隙对比
全固化。在这种情况下,产生的热量不足以实现充分
固化。由于这是一个透明的LSR部件,因此可以看到
就能使包括较厚部分在内的部件完全固化,并能消除
实际部件中与空隙有关的缺陷,并与模拟结果进行比
与空隙有关的问题,如图11所示。
较,如图10所示。如果事先进行了模拟,测试人员就
可以预测到这一情况,并优化加热器的位置和功率,
3 结论
以方便在这些较厚的部分进行固化。
在美国信越有机硅公司、M.R.Mold&Engineering
此时,唯一的选择就是增加循环时间。试验结果
和Moldex3D的共同合作下,探索了光学液体硅橡胶
表明,如果在原来60秒的循环时间基础上增加15秒,
18 橡塑智造与节能环保