
Page 69 - 《橡塑技术与装备》2025年9期
P. 69
理论与研究
THEORY AND RESEARCH
3.2 采用伺服系统整机制品生产稳定性及制 (1)生产制品 30 只,记录伺服系统和双泵系统
品成型效果验证 耗电量,计算对比每个桶的耗电量。
(1)整机制品生产稳定性 (2)生产制品 2 h,记录伺服系统和双泵系统耗
整机生产过程连续稳定,各动作无异常,制品成 电量,计算对比每小时的耗电量。
型效果良好。伺服系统可满足制品生产工艺要求。
(2)制品重量均匀性
如表 1 所示 :制品最大重量 : 8.75 kg ;制品最小
重量 : 8.56 kg ;制品平均重量 : 8.66 kg ;偏差 : ±0.1
kg。达到制品重量公差考核要求。
表 1 制品重量记录表
序号 料头重量 /kg 制品重量 /kg 总重量 /kg 公差
1 1.84 8.65 10.49 -0.04%
2 1.84 8.64 10.48 -0.13%
3 1.86 8.65 10.51 0.15%
4 1.85 8.63 10.48 -0.13%
5 1.88 8.63 10.51 0.15%
6 1.89 8.62 10.51 0.15%
7 1.87 8.62 10.49 -0.04%
8 1.89 8.61 10.5 0.06%
9 1.91 8.58 10.49 -0.04%
10 1.89 8.59 10.48 -0.13%
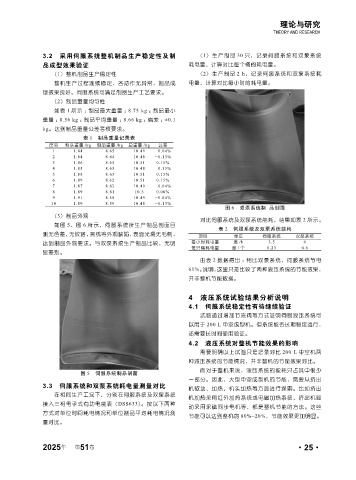
图 6 双泵系统制 品剖面
(3)制品外观
对比伺服系统及双泵系统能耗,结果如表 2 所示。
如图 5、图 6 所示,伺服系统所生产制品剖面目
表 2 伺服系统及双泵系统能耗
测无色差,无纹路,黑线等外观缺陷,表面光滑无毛刺, 项目 单位 伺服系统 双泵系统
达到制品外观要求。与双泵系统生产制品比较,无明 每小时耗电量 度 /h 3.5 9
每只桶耗电量 度 / 个 0.23 0.6
显差别。
由表 2 数据得出 :相比双泵系统,伺服系统节电
61%。说明,这里只是比较了两种液压系统的节能效果,
并非整机节能数据。
4 液压系统试验结果分析说明
4.1 伺服系统稳定性有待继续验证
试验通过增加节流阀等方式证明伺服液压系统可
以用于 200 L 中空成型机。但系统能否长期稳定运行,
还需要长时间使用验证。
4.2 液压系统对整机节能效果的影响
需要明确以上试验只是记录对比 200 L 中空机两
种液压系统的节能情况,并非整机的节能效果对比。
图 5 伺服系统制品剖面 而对于整机来说,液压系统的能耗只占其中很少
一部分。因此,大型中空成型机的节能,需要从挤出
3.3 伺服系统和双泵系统耗电量测量对比 机驱动、加热,机头加热等方面进行探索。比如挤出
在相同生产工况下,分别在伺服系统及双泵系统
机加热采用红外加热系统或电磁加热系统,挤出机驱
接入三相电子式有功电能表(DSS633)。按以下两种
动采用永磁同步电机等,都是整机节能的方法。这些
方式对单位时间耗电情况和单位制品平均耗电情况测
节能可以达到整机的 80%~20%,节能效果更加明显。
量对比。
年
2025 第 51 卷 ·25·