
Page 69 - 《橡塑技术与装备》2024年12期
P. 69
新技术与新产品 马佳圳·高性能功能化包装膜共挤吹塑先进装备研发
口起预冷作用 ;第二风口起气垫作用,保证膜泡和风
环之间有稳定的间隙 ;第三风口起强冷作用。三风口
风环各出风口的出风量需要根据膜泡的稳定性来调
整,通常的比例为 20%,10%,70%。三风口风环采
用 渐 进 式 冷 却, 高 阻 隔 膜 配 方 中 PA 和 EVOH 熔 体
强度渐进式提升,进入第三风口时,能够承受大风量
冲击。对比双风口风环,三风口风环冷却效率提升
30%~40%,制品折径 3 200 mm 机型的机头口模直径
Φ700 mm,最大产量> 1 000 kg/h。
除上述创新点外,9 层共挤上吹装备还采用了先
进的计算机集成制造技术,例如 :机头设计应遵循流
图 3 套碟组合式机头
变学的理论,而不同的材料其流变特性差别很大,熔
上吹工艺采用空气冷却,俗称风冷,双风口风环 体流动指数(MFI)实质上是原料公司用来表征一族
是目前使用最广泛的空气冷却装置。风环要求出风均 树脂里的聚合物特征的一个单点黏度,大多数树脂是
匀并且压力稳定,为了提升薄膜的厚度精度,设备厂 根据 MFI 做交易的。 [3] 为提升 9 层共挤装备配方应用
商发明了风量或风温单独可调的风环,可将薄膜的厚 的灵活性,通过模拟不同 MFI 材料的流变特性,优
度误差控制到≤ ±3%。膜泡冷却是影响薄膜产量的 化了机头设计 ;螺杆、风环、冷辊、水平旋转牵引等
重要因素 [2] ,为提升冷却效率,气温高时可通过冷媒 装置也采用了计算机集成制造技术,提升了装备质量
将风的温度下降到 11 ℃,由于空气的热导率低于水, 和精度 ;采用数字化计算机集中控制系统、横向厚度
因此相同幅宽的上吹机组产量比下吹机组和流延机组 控制系统、红外传感技术对膜泡的形态进行控制(见
要稍低。为了提升机组的产能,通常要加大机型幅宽, 图 5),提升了薄膜的厚度精度,使薄膜的厚度误差
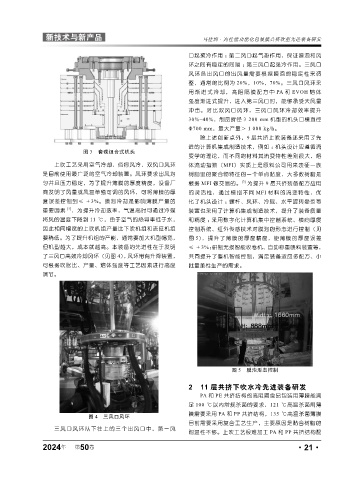
但机型越大,成本就越高。本装备的先进性在于发明 ≤±3%;研制无损智能收卷机、自动称重喂料装置等,
了三风口高效冷却风环(见图 4),风环带有升降装置, 共同提升了整机智能控制,满足装备适应多配方、小
可根据吹胀比、产量、熔体强度等工艺因素进行高度 批量柔性生产的需求。
调节。
图 5 膜泡形态控制
2 11 层共挤下吹水冷先进装备研发
PA 和 PE 共挤结构的高阻隔食品包装用薄膜能满
足 100 ℃以内常规杀菌的要求,121 ℃高温杀菌用薄
膜需要采用 PA 和 PP 共挤结构,135 ℃高温杀菌薄膜
图 4 三风口风环
目前需要采用复合工艺生产,主要原因是黏合树脂的
三 风口 风 环 从下 往 上的 三 个 出风 口 中, 第一 风
耐温性不够。上吹工艺很难加工 PA 和 PP 共挤结构配
2024 第 50 卷 ·21·
年