
Page 63 - 《橡塑技术与装备》2025年4期
P. 63
理论与研究
THEORY AND RESEARCH
风机和后处理装置规格很大,投资大、运行费用高。 一个地坑大围边,这样的话,一个单机罩溢出的少量
另外,也存在着吊车使用不便和硫化机熏蒸变色问题。 烟气会在大围边的限制下,暂时弥散到周边其他单机
罩中,其他单机罩轮抽时再一起排走,这样就回避了
5 方式五 :单机罩轮抽 + 大围罩整体抽 方式五中的大围罩烟气抽排系统,从而把抽排风量大
排 大减小,如图 6 所示。
这是在方式四基础上解决风量大的问题而采用 (1)优点 :保持了单机轮抽罩的优点,也解决了
的。单机罩轮抽就是在每台硫化机的收集罩引风管上, 溢出烟气的二次收集问题,同时省掉了大围罩抽排,
设置一个自动调档的风阀,硫化机开模时风阀全开, 从而降低投资、减少运行费用。
以便将大量烟气吸走,硫化机合模时风阀只开一点点, (2)缺点 :花费较大,对密封的要求较高。另外,
保持微烟排放效果就好。由于硫化机同时开模率并不 与前述所有方式一样,都存在妨碍吊车使用的问题,
高,这种方式就会大大减少地坑主管道排烟的抽排风 也存在着硫化机熏蒸变色问题,影响形象和器件寿命。
量,同时,保留了大围罩,使溢出单机罩的烟气被限
制在大围罩中,并通过主排管排走,如图 5 所示。
(1)优点 :单机罩轮换抽排,效果好、风量小、
后处理装置小,弱化了对补风的要求,减少了一次性
投资、降低了运行能耗,且保留了大围罩的防弥散功
能,厂房内空气质量保持较好。
(2)缺点 :主排管上开口抽排大围罩内弥散烟气
的做法有些勉强,若开口多就会增加了排风量,若开
口少则很难将大围罩内蓄积的弥散烟气及时吸走,导
致许多烟气长期聚集在大围罩内的上部空间,对厂房
和设备有损害,还会沿缝隙漏至围罩外,影响室内空
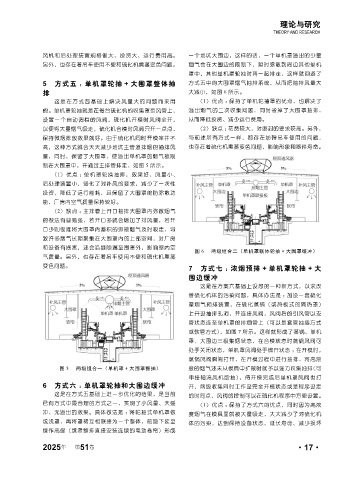
图 6 两级组合二(单机罩联体轮抽 + 大围罩缓冲)
气质量。另外,也存在着吊车使用不便和硫化机熏蒸
变色问题。 7 方式七 :浓烟预排 + 单机罩轮抽 + 大
围边缓冲
这是在方案六基础上设想的一种新方式,以求改
善硫化机体的污染问题,具体办法是 :加设一套硫化
室烟气预排装置,在硫化蒸锅(或热板式的隔热罩)
上开设抽排孔洞,并连接风阀,风阀后的引风管以支
管状态连至单机罩的排烟管上(可以是套管抽插方式
或软管方式),如图 7 所示。这样就形成了蒸锅、单机
罩、大围边三级集烟状态,在合模状态时蒸锅风阀可
处于关闭状态,单机罩风阀处于微开状态 ;在开模时,
蒸锅风阀瞬间打开,在开模过程中进行抽排,将高浓
图 5 两级组合一(单机罩 + 大围罩整抽) 度的烟气还未从模具中扩散时就予以强力收集抽排(可
串接轴流风机助抽),待开模完成后单机罩风阀也打
6 方式六 :单机罩轮抽和大围边缓冲 开,两级收集同时工作至完全开模状态或是程序设定
这是在方式五基础上进一步优化的结果,是当前 的时间点,风阀的控制可以在硫化机程序中方便设置。
已有方式中最合理的方式之一,实现了小风量、大缓 (1)优点 :保持了方式六的优点,同时因为高浓
冲、无溢出的效果。具体做法是 :将轮抽式单机罩做 度烟气在模具里就被大量吸走,大大减少了对硫化机
成浅罩,再将罩裙互相联接为一个整体,前脸下延至 体的污染,达到保持设备状态、延长寿命、减少损坏
操作高度(或者整排直接安装连续的电动卷帘)形成
年
2025 第 51 卷 ·17·