
Page 54 - 《橡塑技术与装备》2025年4期
P. 54
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
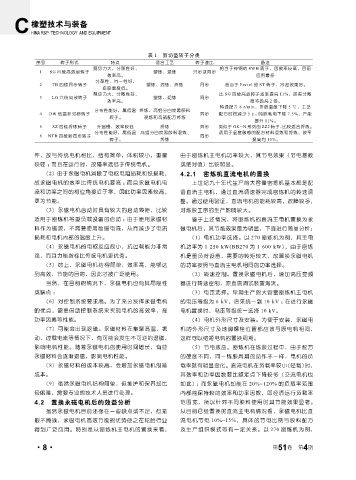
表 1 剪切型转子分类
序号 转子形式 特点 适合工艺 转子速比 备注
剪切力大,分散性好, 相当于神钢的 4WH 转子,因效率较高,目前
1 SG 四棱高效型转子 塑炼、混炼 异步或同步
效率高。 应用最多
分散性、同一性好,
2 TB 四棱同步转子 塑炼、混炼、终炼 同步 相当于 Ferrel 的 ST 转子,冷却效果好。
排胶温度低。
剪切力大,分散性好, 比 SG 四棱高效转子效率提高 11%,炭黑分散
3 LG 六棱高效转子 塑炼、混炼 同步
效率高。 度等级高 2 级。
转速提升 8 r/min,排胶温度下降 5 ℃,工艺
分布性能好,属低温 终炼、高组分白炭黑胶料
4 DW 低温非对称转子 异步 配方时间减少 5 s ;吨胶耗电下降 7.5%,产能
转子。 混炼和高硫配方终炼
提升 11%。
5 SZ 四棱终炼转子 升温慢、效率较低 终炼 异步 类似于 GK-N 系列的 ZZ2 转子,比较适合终炼。
分布性能好,属低温 高组分白炭黑胶料混炼、 适用于温度敏感的配方材料混炼和终炼,效率
6 NTB 四棱新同步转子 同步
转子。 终炼 提高约 10%。
件,故与传统电机相比,结构简单,体积较小,重量 由于密炼机主电机功率较大,其节电效果(节电基数
较轻 ;而且在运行时,故障率远低于传统电机。 或绝对值)比较明显。
(2)由于永磁电机消除了电枢电阻损耗和铁损耗, 4.2.1 密炼机直流电机的置换
故永磁电机的效率比传统电机要高 ;而且永磁电机电 上世纪九十年代生产的大容量密炼机基本都是配
流和功率之间的相位角接近于零,因此功率因素较高, 备直流主电机,通过直流调速器完成密炼机的转速调
更为节能。 整。通过使用验证,直流电机的能耗较高,故障较多,
(3)永磁电机启动时具有较大的启动转矩,比较 对炼胶工序的生产影响较大。
适用于密炼机等重负载设备的启动 ;由于使用永磁材 鉴于上述情况,将密炼机的直流主电机置换为永
料作为磁源,不需要使用励磁电流,从而减少了电流 磁电机后,其节能效果最为明显,下面进行简单分析:
损耗和电机内部的温度上升。 (1)电机功率选择。以 270 密炼机为例,其主电
(4)永磁电机的电枢反应很小,抗过载能力非常 机功率为 1 250 kW(BB270 为 1 600 kW),由于密炼
强,而且力能指标比传统电机更优秀。 机是重负荷设备,需要的转矩较大,故置换永磁电机
(5)综上,永磁电机结构简单、效率高,能够达 的功率按照与直流主电机相同的功率选择。
到高效、节能的目的,因此才被广泛使用。 (2)转速控制。置换永磁电机后,增加高压变频
当然,在目前的情况下,永磁电机也有其局限性 器进行转速控制,原直流调试装置淘汰。
或缺点 : (3)电压选择。早期生产的大容量密炼机主电机
(6)对控制系统要求高。为了充分发挥永磁电机 的电压等级为 6 kV,后来统一到 10 kV ;在进行永磁
的优点,需要借助控制系统来实现电机的高效率、高 电机置换时,电压等级统一选择 10 kV。
功率因素等性能。 (4)电机外形尺寸及安装。为便于安装,永磁电
(7)可能会出现退磁。永磁材料在集聚高温、振 机的外形尺寸及地脚螺栓位置都应该与原电机相同,
动、过载电流等情况下,有可能会发生不可逆的退磁, 这样可以缩短电机的置换周期。
影响电机性能。随着永磁电机的使用时间增长,有些 (5)节电效益。密炼机在炼胶过程中,由于配方
永磁材料会逐渐退磁,影响电机性能。 的硬度不同、同一炼胶周期的动作不一样,电机的负
(8)永磁材料的成本较高,会增加永磁电机制造 载率就有明显变化。直流电机在负载率较小(轻载)时,
成本。 其效率和功率因数要比额定点下降较多(交流电机也
(9)虽然永磁电机结构简单,但维护和保养却比 如此);而永磁电机却能在 20%~120% 的负载率范围
较困难,需要专业的技术人员进行处理。 内都能保持较的效率和功率因数,即经济运行负载率
4.2 置换永磁电机后的效益分析 范围宽,所以针对不同胶料使用时其节能效果显著。
虽然永磁电机目前还存在一些缺点或不足,但是 从目前已经置换的直流主电机情况看,永磁电机比直
瑕不掩瑜,永磁电机高效节能的优势使之在轮胎行业 流电机节电 10%~15%,具体的节电比例与胶料配方
得到广泛应用。特别是从密炼机主电机的置换来看, 及生产组织模式等有一定关系。以 270 密炼机为例,
4
·8· 第 51 卷 第 期