
Page 111 - 《橡塑技术与装备》2025年3期
P. 111
加工制造与过程控制
MANUFACTURING AND PROCESS CONTROL
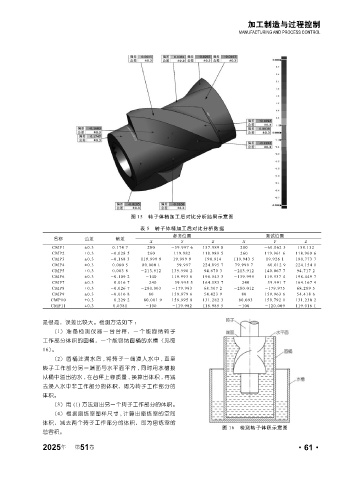
图 15 转子体精加工后对比分析结果示意图
表 5 转子体精加工后对比分析数据
参考位置 测试位置
名称 公差 偏差
X Y Z X Y Z
CMP1 ±0.3 0.174 7 280 -59.997 6 157.989 8 280 -60.062 3 158.152
CMP2 ±0.3 -0.028 5 260 119.982 118.989 5 260 119.961 6 118.969 6
CMP3 ±0.3 -0.168 3 119.999 9 19.999 9 190.914 119.943 5 19.926 1 190.773 7
CMP4 ±0.3 0.060 5 80.000 1 -59.997 224.095 7 79.999 7 -60.012 9 224.154 1
CMP5 ±0.3 0.083 8 -213.912 139.998 2 94.670 3 -213.912 140.067 7 94.717 2
CMP6 ±0.3 -0.109 2 -140 119.993 6 198.543 3 -139.999 119.937 4 198.449 7
CMP7 ±0.3 -0.016 7 -240 -39.995 5 164.183 7 -240 -39.991 7 164.167 4
CMP8 ±0.3 -0.026 7 -280.003 -179.993 68.307 2 -280.012 -179.975 68.289 5
CMP9 ±0.3 -0.016 8 80 159.979 6 54.423 9 80 159.963 6 54.418 6
CMP10 ±0.3 -0.229 2 -80.001 9 159.995 8 131.282 3 -80.093 159.792 1 131.230 2
CMP11 ±0.3 0.0381 -100 -119.982 118.989 5 -100 -120.009 119.016 1
是很高,误差比较大。检测方法如下 :
(1)准备检测仪器一台台秤,一个能容纳转子
工作部分体积的圆桶,一个能容纳圆桶的水槽(见图
16)。
(2)圆桶注满水后 , 将转子一端浸人水中 , 直至
转子工作部分另一端面与水平面平齐 , 同时用水槽接
从桶中溢出的水 , 在台秤上称质量 , 换算出体积 , 再减
去浸入水中非工作部分的体积,即为转子工作部分的
体积。
(3)用 (1) 方法测出另一个转子工作部分的体积。
(4)根据密炼室图样尺寸 , 计算出密炼室的空间
体积,减去两个转子工作部分的体积,即为密炼室的
图 16 检测转子体积示意图
总容积。
年
2025 第 51 卷 ·61·