
Page 107 - 《橡塑技术与装备》2025年1月
P. 107
测试与分析
TEST AND ANALYSIS
图 11 减重页面(仿真)
图 12 减重实际测试
2.3 泡孔形态
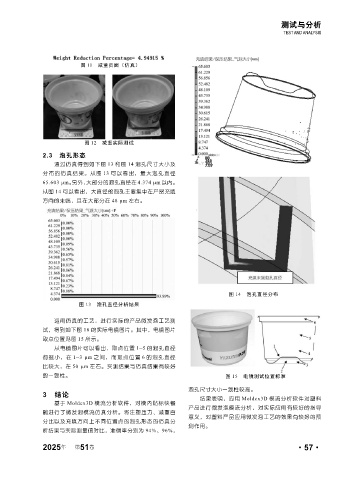
通过仿真得到如下图 13 和图 14 泡孔尺寸大小及
分布的仿真结果。从图 13 可以看出,最大泡孔直径
65.603 μm。另外,大部分的泡孔直径在 4.374 μm 以内。
从图 14 可以看出,大直径的泡孔主要集中在产品充填
方向的末端,且在大部分在 48 μm 左右。
图 14 泡孔直径分布
图 13 泡孔直径分析结果
运用仿真的工艺,进行实际的产品微发泡工艺测
试,得到如下图 16 的实际电镜图片。其中,电镜图片
取点位置见图 15 所示。
从电镜图片可以看出,取点位置 1~5 的泡孔直径
都挺小,在 1~3 μm 之间,而取点位置 6 的泡孔直径
比较大,在 50 μm 左右。实测结果与仿真结果有较好
的一致性。 图 15 电镜测试位置标准
泡孔尺寸大小一致性较高。
3 结论
结果表明,应用 Moldex3D 模流分析软件对塑料
基于 Moldex3D 模流分析软件,对模内贴标快餐
产品进行微发泡模流分析,对实际应用有较好的指导
碗进行了微发泡模流仿真分析。将注塑压力、减重百
意义,对塑料产品应用微发泡工艺的效果有较好的预
分比以及充填方向上不同位置点的泡孔形态的仿真分
测作用。
析结果与实际测量值对比,准确率分别为 94%、96%,
年
2025 第 51 卷 ·57·