
Page 77 - 《橡塑技术与装备》2024年11期
P. 77
智能与数字化应用 秦玉成 等·锭子房机器人自动装卸锭子的研发与应用
2 结构综述
锭子房机器人自动装载整机由机器人、定位输送
装置、辅助锭子小车、机械定位、移动底架、轨道等
部分组成(见图 2、图 3)。
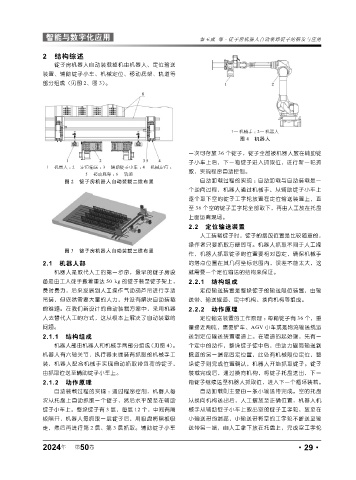
1— 机械手 ; 2— 机器人
图 4 机器人
一次可存放 36 个锭子,锭子全部被机器人放在辅助锭
子小车上后,下一箱锭子进入抓取位,进行新一轮抓
1— 机器人 ; 2— 定位输送 ; 3— 辅助锭子小车 ; 4— 机械定位 ;
取,实现程序自动控制。
5— 移动底架 ; 6— 轨道
图 2 锭子房机器人自动装载二维布置 自动卸载过程的实现 :自动卸载与自动装载是一
个逆向过程,机器人通过机械手,从辅助锭子小车上
逐个取下空的锭子工字轮放置在定位输送装置上,直
至 36 个空的锭子工字轮全部取下,再由人工放在托盘
上面运离现场。
2.2 定位输送装置
人工装载锭子时,锭子的摆放位置是比较随意的,
操作者只要抓取方便即可。机器人抓取不同于人工操
图 3 锭子房机器人自动装载三维布置
作,机器人抓取锭子的位置要相对固定,确保机械手
2.1 机器人部 的落点位置在其几何坐标范围内,误差不能太大,这
机器人是取代人工的第一步序,最早的锭子房设 就需要一个定位输送的结构来保证。
备是由工人徒手搬着重达 50 kg 的锭子装至锭子架上, 2.2.1 结构组成
费时费力,后来发展到人工操作气动葫芦吊进行手动 定位输送装置是整垛锭子的输送限位装置,由输
吊装,但依然需要大量的人力,并没有解决自动装载 送带、输送辊道、定中机构、换向机构等组成。
的难题。在我们新设计的自动装载方案中,采用机器 2.2.2 动作原理
人去替代人工的方式,这从根本上解决了自动装载的 定位输送装置的工作原理 :每箱锭子有 36 个,重
问题。 量接近两吨,需要铲车、AGV 小车或是物流输送线运
2.1.1 结构组成 送到定位输送装置辊道上。在辊道的起始端,先有一
机器人部由机器人和机械手两部分组成(见图 4)。 个定中的动作,整垛锭子锭中后,由动力辊筒输送到
机器人有六轴关节,执行器末端装有抓取的机械手工 辊道的另一端部固定位置,此处有机械限位定位,整
装,机器人配合机械手实现自动抓取带负荷的锭子, 垛锭子则完成位置确认,机器人开始抓取锭子。锭子
由抓取位送至辅助锭子小车上。 装载完成后,通过换向机构,将锭子托盘送出,下一
2.1.2 动作原理 箱锭子继续送至机器人抓取位,进入下一个循环装载。
自动装载过程的实现 :通过程序控制,机器人每 自动卸载则主要由一条小输送带完成。空的托盘
次从托盘上自动抓取一个锭子,然后水平放至在辅助 从换向机构送出后,人工摆放至正确位置,机器人机
锭子小车上。整垛锭子有 3 层,每层 12 个,中间有隔 械手从辅助锭子小车上取出空的锭子工字轮,放至在
板隔开,机器人每抓取一层锭子后,用吸盘将隔板吸 小输送带的端部,小输送带将空的工字轮不断送至输
走,然后再进行第 2 层、第 3 层抓取。辅助锭子小车 送带另一端,由人工拿下放在托盘上,完成空工字轮
2024 第 50 卷 ·29·
年