
Page 73 - 《橡塑技术与装备》2024年6期
P. 73
机械与模具 唐海军 等·新型下顶栓磨削工装设计与工艺研究
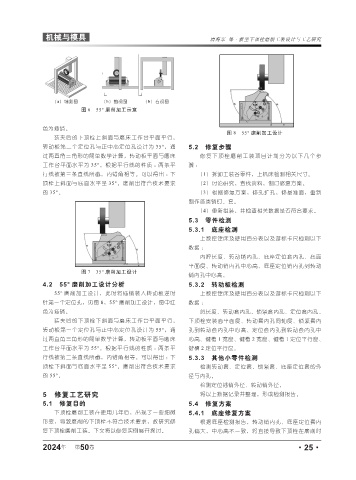
图 6 55° 磨削加工示意
色为插销。
图 8 55° 磨削加工设计
装夹后的下顶栓上斜面与磨床工作台平面平行,
转动板第二个定位孔与正中心定位孔设计为 35°,通 5.2 修复步骤
过两直角三角形的简单数学计算,转动板平面与磨床 修复下顶栓磨削工装项目计划分为以下几个步
工作台平面水平为 35°。根据平行线的性质 :两条平 骤:
行线被第三条直线所截,内错角相等。可以得出 :下 (1)拆卸工装各零件,上机床检测相关尺寸。
顶栓上斜面与底面水平呈 35°。磨削出符合技术要求 (2)讨论研究,查找资料,制订修复方案。
的 35°。 (3)根据修复方案,修孔扩孔,修基准面,重新
制作各类销钉、套。
(4)重新组装,并检查相关数据是否符合要求。
5.3 零件检测
5.3.1 底座检测
上数控镗床及使用百分表以及游标卡尺检测以下
数据 :
内腔长度、转动销内孔、底座定位套内孔、底面
平面度、转动销内孔中心高、底座定位销内孔到转动
图 7 35° 磨削加工设计
销内孔中心高。
4.2 55° 磨削加工设计分析 5.3.2 转动板检测
55° 磨削加工设计,此时将插销装入转动板逆时 上数控镗床及使用百分表以及游标卡尺检测以下
针第一个定位孔,见图 8,55° 磨削加工设计,图中红 数据 :
色为插销。 总长度、转动套内孔、锁紧套内孔、定位套内孔、
装夹后的下顶栓下斜面与磨床工作台平面平行, 下顶栓安装面平面度、转动套内孔同轴度、锁紧套内
转动板第一个定位孔与正中心定位孔设计为 55°,通 孔到转动套内孔中心高、定位套内孔到转动套内孔中
过两直角三角形的简单数学计算,转动板平面与磨床 心高、键槽 1 宽度、键槽 2 宽度、键槽 1 定位平行度、
工作台平面水平为 55°。根据平行线的性质 :两条平 键槽 2 定位平行度。
行线被第三条直线所截,内错角相等。可以得出 :下 5.3.3 其他小零件检测
顶栓下斜面与底面水平呈 55°。磨削出符合技术要求 检测转动套、定位套、锁紧套、底座定位套的外
的 55°。 径与内孔。
检测定位插销外径、转动销外径。
5 修复工艺研究 将以上数据记录并整理,形成检测报告。
5.1 修复目的 5.4 修复方案
下顶栓磨削工装在使用几年后,出现了一些细微 5.4.1 底座修复方案
形变,导致磨削的下顶栓不符合技术要求,故研究修 根据底座检测报告,转动销内孔、底座定位套内
复下顶栓磨削工装。下文将以修复实例展开探讨。 孔偏大,中心高不一致,将直接导致下顶栓在磨削时
2024 第 50 卷 ·25·
年