
Page 50 - 《橡塑技术与装备》2024年6期
P. 50
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
1 : 0.98 系数开型。 型系数样板对挤出制品厚度稳定的有提升作用。
表 1 三种不同开型系数胎冠样板参数
方案 肩宽系数 底宽系数 厚度系数
方案一 :小口型系数样板 1:0.88 1:0.90
方案二 :中口型系数样板 1:0.93 1:0.95 方案 1、2、3
厚度系数相同
方案三 :大口型系数样板 1:0.95 1:0.98
1.3.2 试验条件
(1)试验胎冠胶、翼胶所使用的混炼胶门尼黏度、
硬度、焦烧、拉伸强度值相同。
(2)挤出机温度、试样挤出速度、供胶方式、环
境温度等工艺条件相同 [1] 。
(3)相同试验人员采用同一台设备对三块不同开
型系数胎冠口型依次挤出试验。
1.3.3 数据处理
不同方案胎冠样板各进行 15 次试验,每次试验取
样(值)7 次(在挤出状态稳定时取值),去除最高值
与最低值后取平均值。
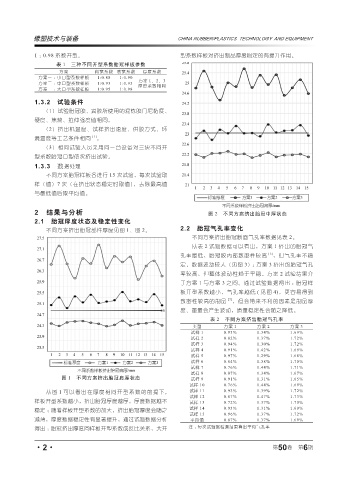
2 结果与分析 图 2 不同方案挤出胎冠中厚状态
2.1 胎冠厚度状态及稳定性变化
不同方案挤出胎冠部件厚度见图 1、图 2。 2.2 胎冠气孔率变化
不同方案挤出胎冠断面气孔率数据见表 2。
从表 2 试验数据可以看出,方案 1 挤出的胎冠气
孔率最低,胎冠胶内部致密性较高 [5] ,但气孔率不稳
定,数据波动较大(见图 3);方案 3 挤出的胎冠气孔
率较高,但整体波动性趋于平稳。方案 2 试验结果介
于方案 1 与方案 3 之间。通过试验数据得出 :胎冠样
板开型系数越小,气孔率越低 ( 见图 4),更容易得到
致密性较高的制品 [2] ,但会带来不利的因素是制品厚
度、重量会产生波动,质量稳定性会随之降低。
表 2 不同方案挤出胎冠气孔率
类型 方案 1 方案 2 方案 3
试样 1 0.93% 1.34% 1.69%
试样 2 0.82% 1.37% 1.72%
试样 3 0.94% 1.30% 1.72%
试样 4 0.91% 1.42% 1.69%
试样 5 0.97% 1.29% 1.68%
试样 6 0.84% 1.38% 1.70%
试样 7 0.76% 1.44% 1.71%
试样 8 0.87% 1.34% 1.67%
图 1 不同方案挤出胎冠肩厚状态 试样 9 0.91% 1.31% 1.65%
试样 10 0.76% 1.44% 1.69%
从图 1 可以看出在厚度相同开型系数的前提下, 试样 11 0.93% 1.39% 1.72%
试样 12 0.87% 1.47% 1.73%
样板开型系数越小,挤出胎冠厚度越厚,厚度数据越不 试样 13 0.72% 1.37% 1.70%
稳定 ;随着样板开型系数的加大,挤出胎冠厚度会随之 试样 14 0.93% 1.31% 1.69%
试样 15 0.96% 1.37% 1.72%
减薄,厚度数据稳定性有显著提升,通过试验数据分析 平均值 0.87% 1.37% 1.69%
得出 :胎冠挤出厚度同样板开型系数成反比关系,大开 注 :每次试验据检测结果算出平均气孔率
6
·2· 第 50 卷 第 期