
Page 66 - 《橡塑技术与装备》2025年2期
P. 66
橡塑技术与装备
HINA R&P TECHNOLOGY AND EQUIPMENT
六角螺钉和圆柱销固定在上底板 11 上,双油缸 18 夹 向和上部在下底板 12 槽中的导向下可作直线运动。因
紧机构以内六角螺钉和圆柱销固定在支架竖板上。为 此,采用的液压推送连接杆机构只需要采用单油缸机
了使双油缸夹紧机构的连接板 20 、压板 21、联板和 构。
垫板 23 等在夹紧过程中保持 OZ 轴方向的直线运动, 5.3 单油缸推送与复位及双油缸夹紧与复位
可选择双油缸进行,也可单油缸 + 导向结构。 运动的控制与操作
(2)定位槽板的设计 :如图 4 所示,由于在拉手 两种油缸的活塞与活塞轴的运动控制与操作需要
组件装配过程中,需要在拉手和摆块的孔中插入连接 准确,否则达不到推送、复位顶杆和夹紧、复位摆块
杆 34,夹具的顶杆需要作 OX 轴方向的直线运动。而 和扭簧目的。
推动顶杆的直线运动,是由推板底部在导向槽块中导
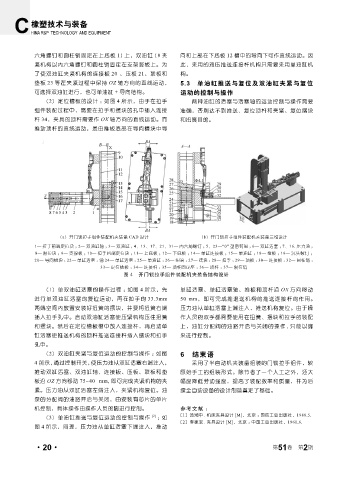
(a)开门锁拉手组件装配机夹装备 CAD 设计 (b)开门锁拉手组件装配机夹装备三维设计
1— 拉手前端定位块 ; 2— 双油缸轴 ; 3— 双油缸 ; 4、13、17、21、31— 内六角螺钉 ; 5、23—“0” 型密封圈 ; 6— 双缸活塞 ; 7、16. 压力油 ;
8— 限位块 ; 9— 支撑板 ; 10— 拉手后端定位块 ; 11— 上底板 ; 12— 下底板 ; 14— 单缸连接板 ; 15— 单油缸 ; 18— 推板 ; 19— 沉头螺钉 ;
20— 导向槽块 ; 22— 单缸活塞 ;轴 24— 单缸活塞 ; 25— 单油缸 ; 26— 扭簧 ; 27— 摆块 ; 28— 拉手 ; 29— 顶板 ; 30— 连接板 ; 32— 圆柱销 ;
33— 定位槽板 ; 34— 连接杆 ; 35— 顶杆固定座 ; 36— 顶杆 ; 37— 限位销
图 4 开门锁拉手组件装配机夹装备结构设计
(1)单双油缸活塞的操作过程 :如图 4 所示,先 单缸活塞、单缸活塞轴、推板和顶杆沿 OX 方向移动
进行单双油缸活塞的复位运动,再在拉手的 33.3mm 50 mm,即可完成推退送机构的推送连接杆的作用。
两端空间内放置安装好扭簧的摆块,并要将扭簧右端 压力油从单缸活塞上端注入,推送机构复位。由于操
插入拉手孔中。启动双油缸活塞使压紧机构压住扭簧 作人员的双手都需要使用在扭簧、摆块和拉手的装配
和摆块。然后在定位槽板槽中放入连接杆,再启动单 上,油缸分配阀的油路开启与关闭的操作 , 只能以脚
缸活塞使推送机构的顶杆推送连接杆插入摆块和拉手 来进行控制。
孔中。
(2)双油缸夹紧与复位运动的控制与操作 :如图 6 结束语
4 所示,通过控制开关,使压力油从双缸活塞右端注入, 采用了半自动机夹装备组装的门锁拉手组件,较
推动双缸活塞、双油缸轴、连接板、压板、联板和垫 原始手工的组装形式。除节省了一个人工之外,还大
板沿 OZ 方向移动 75~40 mm, 即可完成夹紧机构的夹 幅度降低劳动强度,提高了装配效率和质量,并为后
紧。压力油从双缸活塞左端注入,夹紧机构复位。油 续全自动设备的设计制造奠定了基础。
泵的分配阀的油路开启与关闭,由安装有芯片的单片
机控制,具体操作由操作人员的脚进行控制。 参考文献 :
(3)单油缸推送与复位运动的控制与操作 [2] :如 [1]汤湘中 . 机床夹具设计 [M],北京 :国防工业出版社,1988.5.
[2]李家宝 . 夹具设计 [M],北京 :中国工业出版社,1961,6.
图 4 所示,同理,压力油从单缸活塞下端注入,推动
2
·20· 第 51 卷 第 期