
Page 51 - 《橡塑技术与装备》2024年10期
P. 51
综述与专论 刁厚昌 等·白酒塑胶包装标准化设计探析
价格加高,PS 材料价格相对便宜,但作为盒体材料在
运输跌落过程中易碎,PET 材料价格最便宜,具有热
塑性塑料中最大的韧性,包装运输不易破损,且卫生
安全性好等优点,可直接用于食品包装,所以绝大部
分盒体都以 PET 材料为主。
对于盒体标准化而言,在趋于个性化设计的当下,
盒体外形的大小尺寸及形状确实无法标准化设计,但
盒体与标牌的局部配合可进行标准化设计。如图 2 所
示。
图 3 盒体与吸塑配合示意图
Φ 6 — 吸塑与套筒配合内径,为了减少吸塑脱落风
险,通常 Φ 5 -Φ 6 ≥ 0.2 mm,即吸塑装配后处于过盈
状态 ;
Φ 3 — 吸塑配合瓶盖内径,公差取值范围为 ±0.2
mm ;
Φ 1 — 瓶盖直径,为保证瓶盖装盒的便利性,通常
图 2 盒体与标牌配合示意图
瓶盖与吸塑为间隙配合,Φ 3 -Φ 1 ≥ 2 mm。
Φ 5 — 标牌直径,公差通常取值为 mm,常用标牌
在实际使用过程中,吸塑还应根据不同的成型高
采用 4 种固定规格尺寸(41.5 mm、52 mm、58 mm、
度选择不同片材的厚度,同时还需控制好拉伸最薄处
65 mm),以便通过更换简易的标牌零件,实现产品标
壁厚,确保装配后满足震动、跌落、翻滚等运输实验。
准化、系列化的目的 ;
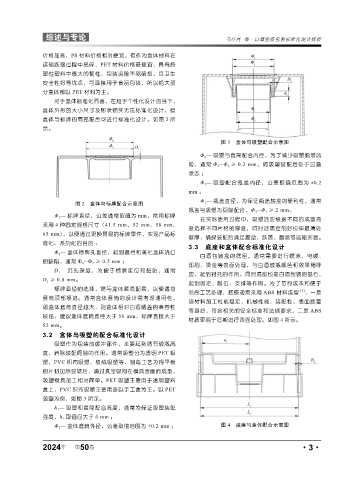
3.3 底座和盒体配合标准化设计
Φ 6 — 盒体标牌孔直径,起到遮挡和美化盒体浇口
白酒包装盒的底座,通常需要进行喷涂、电镀、
的缺陷,通常 Φ 6 -Φ 5 ≥ 0.5 mm ;
印刷、烫金等表面处理,与白酒玻瓶颜色和效果相呼
D 1 — 沉 孔 深 度, 为 便 于 标 牌 定 位 和 黏 贴, 通 常
应,起到衬托的作用,同时底座也是白酒包装的基石,
D 1 ≥ 0.8 mm。
起到固定、限位、支撑等作用。为了节约成本和便于
标牌直径的选择,需与盒体套筒配套,以便遮挡 [5]
后序工艺处理,底座通常采用 ABS 材料成型 ,一是
套筒顶部痕迹。通常盒体套筒的设计需考虑通用性,
该材料加工性能稳定,机械性能、装配性、表面质量
即盒体套筒直径越大,则盒体相对白酒瓶盖的兼容性
等良好,符合相关的安全标准和法规要求,二是 ABS
较强,建议盒体套筒直径大于 50 mm,标牌直接大于
材质更易于后期进行表面处理。如图 4 所示。
52 mm。
3.2 盒体与吸塑的配合标准化设计
吸塑作为包装的缓冲部件,主要起到调节玻瓶高
度,消除装配间隙的作用。通常吸塑分为透明 PET 吸
塑,PVC 织布吸塑、植绒吸塑等,制造工艺为将平板
的片材加热变软后,通过真空吸附在模具表面而成型,
吸塑模具加工相对简单。PET 吸塑主要用于透明塑料
盒上,PVC 织布吸塑主要用途以手工盒为主。以 PET
吸塑为例,如图 3 所示。
h 1 — 吸塑和套筒配合高度,通常为保证吸塑装配
强度,h 1 取值应大于 6 mm ;
Φ 5 — 盒体套筒外径,公差取值范围为 ±0.2 mm ; 图 4 底座与盒体配合示意图
年
2024 第 50 卷 ·3·