
Page 81 - 《橡塑技术与装备》2024年7期
P. 81
工艺与设备 林洁波 等·PLC、触摸屏和锥度控制在吹膜收卷机的应用
种情况下收卷机的压臂压力要人员随着膜的松紧、端 为 2.5 V,比例调压阀打开一半的气口。同时在触摸
面整齐程度而调节压力。故此,本次设计将在收卷压 屏的参数设置中最小直径电压 V 是膜径最小时的也是
臂进退的气缸上安装电子尺,在压力表出气端安装一 电子尺最小位置所测量出来的电压值,最大直径电压
个比例调压阀,当气的压力大小在一定范围之内,比 V 是膜径最大时的也是电子尺最大位置所测量出来的
例调压阀起到控制作用。根据电子尺测出芯轴上的膜 电压值,最小直径是芯轴与表面摩擦辊之间的长度为
径与表面摩擦辊间的直径,经过 PLC 程序(计算后, 0,最大直径是最小直径的位置到卸卷检测之间的长度
自动在设定压力和锥度的范围内调节比例调压阀的大 为准 ;最小压力电压和最大压力电压的范围是 0~5 V,
小,从而实现了锥度控制。可从三个输出量来实现 : 最小压力和最大压力的范围是 0~100%。如图 6 所示。
(1)实际卷径 =(实际卷径电压 - 最小位置电压)
×(最大位置 - 最小位置)。
(2)实际压力 = 设置压力 ×[100-[( 实际卷径 ×
设定锥度)/ 最大位置 ]]/100。
(3)压力输出 = 实际压力电压 =(实际压力 - 最
小压力)×(最大电压 - 最小电压);这样在实际生产
中随着膜径的增大锥度控制也随着变化,对收起来的
膜的质量可得到更好的保证。
2.3.2 锥度控制的调试
检查电源接线是否正确,先确定电子尺的电压方
向,在电子尺上有三个引脚分别为 0 V、10 V、输出
信号,本设备设计的原理是电子尺从近到远时输出信
号的电压是 0~10 V 电压,反之为 10~0 V,这样显示 图 5 压力锥度控制
出来的电压与实际卷径值成正比,而比例调压阀与设
2.4 PLC 的方框图
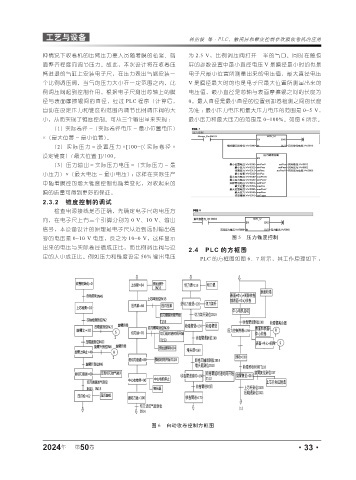
定的大小成正比。例如压力和锥度设定 50% 输出电压 PLC 的方框图如图 6、7 所示,其工作原理如下 :
图 6 自动收卷控制方框图
2024 第 50 卷 ·33·
年